Quick Answer
How to anneal steel properly, heat the metal slightly above its critical temperature, hold it there long enough for the heat to penetrate the core, then cool it very slowly. This softens the steel, reduces internal stress, improves machinability, and makes bending, drilling, or reshaping much easier without cracking or damaging tools.
Quick summary:
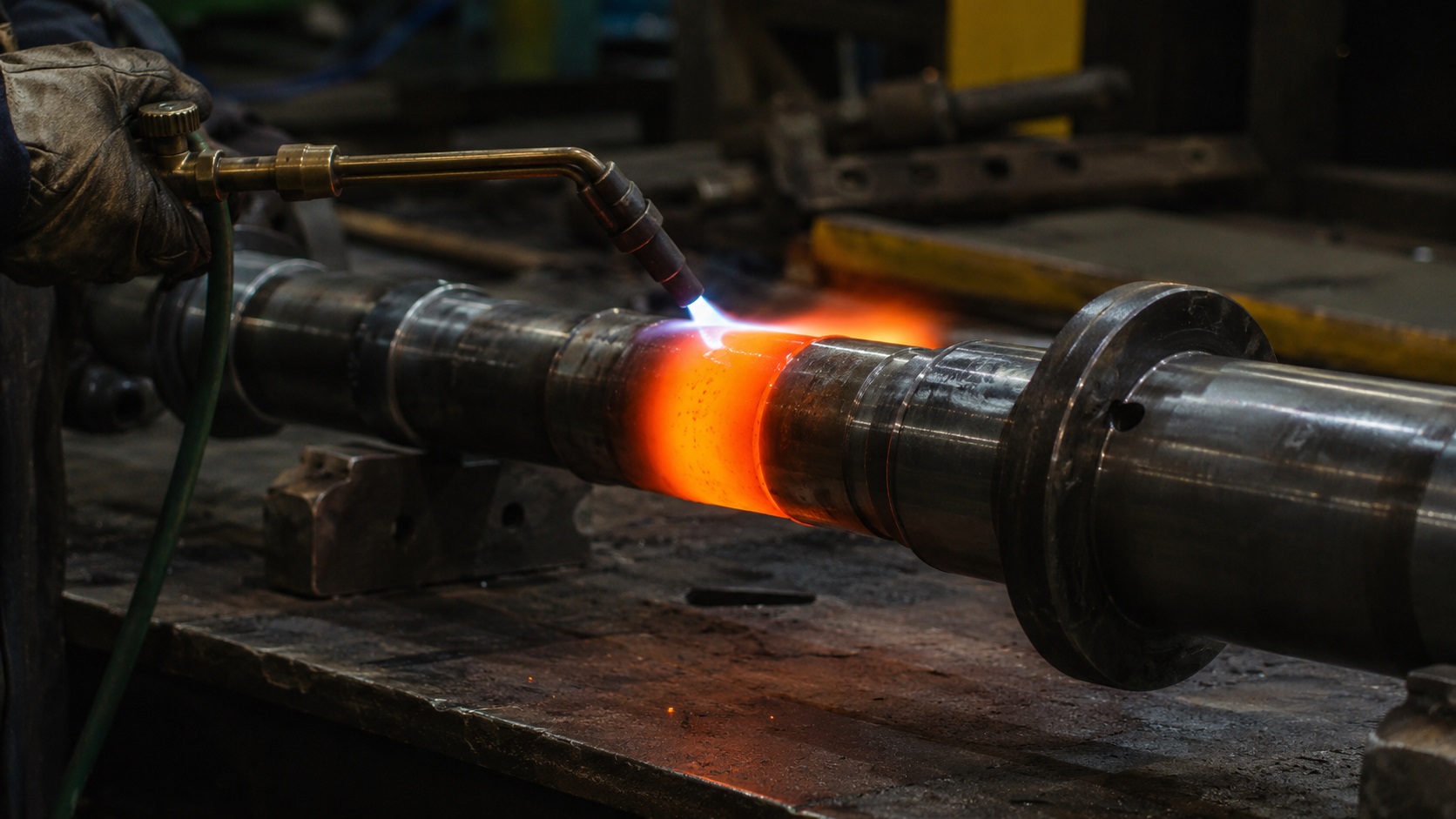
- Heat steel to an orange-red temperature
- Allow the core to fully soak
- Cool the steel very slowly
- Avoid rapid airflow or uneven heating
- Verify softness before machining
Steel that has been hardened, welded, or work-hardened can become extremely difficult to machine or modify. In real fabrication shops, annealing is often used before drilling stripped shafts, repairing cracked components, cutting hardened bolts, or reshaping spring steel that would otherwise destroy tooling.
One thing many DIY users underestimate is how dramatic the difference can be after a proper anneal. A drill bit that previously squealed and burned up can suddenly cut smoothly with far less pressure once the steel structure softens correctly.
The tricky part is not just heating the steel. The real challenge is controlling heat distribution and cooling speed without overheating, scaling, or partially hardening the material again during cooldown.
From workshop experience, improperly annealed steel often causes confusing machining behavior. One area cuts smoothly while another suddenly destroys carbide inserts or causes chatter because the hardness reduction was uneven.
What Happens to Steel During Annealing?
Annealing changes the internal crystalline structure of steel.
When steel is heated above its critical temperature, its microstructure transforms into a phase called austenite. As the material cools slowly, the carbon inside the steel redistributes more evenly, forming a softer and less stressed structure.
If you want to better understand how steel colors change during heating, this guide on why steel turns blue when heated explains how oxidation and temperature affect the surface appearance of steel.
This process helps:
- reduce hardness
- improve machinability
- relieve thermal stress
- reduce brittleness
- improve ductility
- make bending and forming easier
In real machine shops, this is especially noticeable on tool steels and alloy steels like 4140 or spring steel. After annealing, cutting tools stop chattering as aggressively, chips form more consistently, and carbide inserts typically last much longer.
The difference becomes obvious when drilling or tapping holes. Before annealing, the material may squeal, glaze drill bits, or create excessive heat. After a proper anneal, the same material often cuts noticeably smoother.
Why Slow Cooling Matters

Many failed annealing attempts happen because the steel cools too quickly.
If the metal loses heat too fast, parts of the structure can reharden instead of softening. This is especially common when people heat steel correctly with a torch but then leave it exposed on a cold concrete floor or metal bench.
One mistake that destroys tooling quickly is partial annealing. The outer surface softens while the core remains hard because the soak time was too short.
One common mistake machinists make is assuming “hot equals annealed.” In reality, the cooldown process is just as important as the heating cycle itself.
Why Steel Is Annealed in Real Workshops
Annealing is commonly used before:
- drilling hardened steel
- tapping threads
- machining welded assemblies
- reshaping springs
- bending steel brackets
- repairing shafts
- reducing weld stress
- improving saw cutting performance
Many fabricators notice that weld heat affected zones become unpredictably hard after welding, especially when dealing with excessive heat buildup or trying to reduce welding spatter and poor weld heat control.
You’ll usually notice this when drill bits suddenly stop cutting near a weld seam even though the surrounding material machines normally.
A localized anneal can often solve that problem.
In repair work, annealing is also common before re-machining damaged threads or modifying hardened components that would otherwise crack during machining.
Best Ways to Anneal Steel
There are two primary methods used in workshops and fabrication environments:
- Furnace annealing
- Torch annealing
Both can work well, but the results and consistency are very different.
Quick comparison:
- Furnace annealing = best consistency
- Torch annealing = most practical for DIY and repairs
- Thick steel benefits from furnace control
- Small repair work is often easier with a torch
Using a Heat Treating Oven
A programmable heat treating oven produces the most reliable results.
Advantages
- consistent temperatures
- full-depth annealing
- excellent for thick parts
- reduced overheating risk
- ideal for tool steels
- better control of grain structure
Drawbacks
- slower process
- expensive equipment
- less practical for quick repairs
In professional machine shops, furnace annealing is usually preferred for precision tooling or expensive alloy steels because it minimizes thermal shock, oxidation, and uneven heating.
This is especially important for steels commonly used in precision machining and certain types of stainless steel that react differently to heat treatment cycles.
Personally, I avoid torch annealing large shafts or precision components unless absolutely necessary. Uneven heat distribution on thick material can create warped brackets, inconsistent microstructure zones, and unpredictable machinability later.
Typical Furnace Process
- Heat steel to annealing temperature
- Soak for approximately 1 hour per inch of thickness
- Cool slowly inside the furnace
The slow cooldown is critical because it prevents rapid microstructure transformation that could partially reharden the steel.
For critical parts, some machinists prefer allowing the steel to remain inside the furnace overnight to maximize stress relief and reduce thermal stress.
Using a Propane or Oxy-Acetylene Torch

Torch annealing is far more common for DIY work and fabrication repairs.
A propane torch can work on smaller parts, but oxy-acetylene with a rosebud tip is much more effective for larger steel sections.
Advantages
- affordable
- fast setup
- good for localized repairs
- useful for mystery steel
Drawbacks
- uneven heating risk
- difficult on thick parts
- easier to overheat edges
- less controlled cooling
Quick torch annealing summary:
- Heat gradually
- Focus on thick sections first
- Avoid overheating corners
- Slow the cooldown aggressively
- Watch for excessive scaling
In real workshop conditions, uneven heating is one of the biggest problems with torch annealing. Thin sections often overheat long before thicker areas reach proper temperature.
That is why experienced fabricators usually focus the flame on the thickest section and let heat spread naturally through the part.
Ask most machinists and they’ll tell you that overheating corners is one of the fastest ways to ruin smaller fabricated parts. Thin tabs and edges absorb heat much faster than large sections.
Steel Annealing Temperature Chart
| Steel Type | Typical Annealing Temperature | Notes |
|---|---|---|
| 1018 Mild Steel | 1500°F | Limited hardness change |
| A36 Steel | 1550–1600°F | Common structural steel |
| 4140 Steel | 1550–1600°F | Significant softening |
| 5160 Spring Steel | 1450°F | Requires slow cooling |
| O1 Tool Steel | 1400–1450°F | Avoid overheating |
| High Carbon Steel | 1450–1600°F | Sensitive to scaling |
Temperature requirements vary depending on alloy composition and carbon content.
Some grades respond very differently depending on carbide structure, prior heat treatment history, and section thickness. Real fabrication work is rarely perfectly predictable.
How to Anneal Steel Step by Step
1. Clean the Steel Surface
Remove excessive oil, paint, or heavy contamination before heating.
Dirty surfaces increase scaling and oxidation during heating, especially when using a torch.
2. Heat the Steel Evenly
Bring the steel to a bright orange-red temperature.
For most steels, annealing occurs roughly 100°F above the critical temperature.
A useful workshop trick is using a magnet.
Steel loses magnetism at its critical temperature. Once the magnet no longer sticks, continue heating slightly further for proper annealing temperature.
However, many DIY users rely too heavily on this test. Losing magnetism alone does not guarantee the entire part is hot enough internally.
Heat Color Observation

In real fabrication shops, color judgment becomes extremely important.
- dull red = usually too cold
- cherry red = closer to hardening range
- orange-red = commonly ideal for annealing
- bright yellow = overheating danger
Direct sunlight makes this much harder to judge accurately.
One common issue during torch work is excessive oxidation and scaling after overheating. If the surface becomes heavily flaky and black, the steel likely stayed too hot for too long.
3. Allow the Steel to Soak
Once temperature is reached, hold the heat long enough for the center of the steel to heat evenly.
General rule:
- 1 hour soak per inch of thickness
Thicker sections take much longer to fully transform internally.
This is why large shafts or thick tool blocks often remain partially hard after rushed annealing cycles.
Soft outer layers with hard inner cores are extremely common when people rush this stage.
4. Cool the Steel Slowly

This is the most important step.
Good Slow Cooling Materials
- dry sand
- vermiculite
- ceramic insulation blanket
- furnace cooling
Burying the hot steel in dry vermiculite is extremely common in smaller workshops because it dramatically slows heat loss.
Avoid Moisture
Moisture ruins insulation performance and can create dangerous steam expansion around hot metal.
Always use dry insulating material.
Many DIY users accidentally cool parts too quickly by placing them near fans, open garage doors, or cold metal tables.
Can You Anneal Hardened Steel?
Yes. Annealing hardened steel is one of the most common real-world uses for the process.
In many machine shops, hardened shafts, punches, dies, or tooling components are annealed before drilling or machining modifications.
Benefits include:
- restoring machinability
- reducing tool wear
- preventing destroyed carbide inserts
- improving drilling performance
- making tapping operations easier
After machining, the steel can often be rehardened and tempered again depending on the alloy.
This is especially common with O1 tool steel and certain 4140 heat treatment applications where machinability needs to be temporarily restored before final machining.
If you are troubleshooting cutting performance after heat treatment, the guide on how to check the hardness of metal explains practical ways to verify whether steel has softened correctly.
Can You Anneal Welded Steel?

Yes, and this is extremely common in fabrication repair work.
Welding creates a heat affected zone (HAZ) beside the weld bead. Depending on the alloy and cooling rate, these zones can become significantly harder than the surrounding steel.
Problems caused by hard HAZ regions include:
- drill bits burning up
- cracking near welds
- inconsistent machining
- excessive tool wear
- brittle edges
Localized torch annealing is often used to soften these areas without reheating the entire part.
This becomes especially useful after fabrication repairs where overheating near welds may create brittle areas or unexpected hardness changes similar to the problems discussed in does welding aluminum weaken it.
In real fabrication shops, many repair welds are lightly annealed specifically to reduce stress concentration and improve future machinability.
Can You Anneal Spring Steel?

Yes, but spring steel requires careful temperature control and very slow cooling.
5160 spring steel is one of the most common examples.
Spring steel is often annealed for:
- reshaping springs
- drilling leaf springs
- reducing cracking risk
- improving machinability
- modifying suspension components
Ask most fabricators and they’ll tell you spring steel can be unforgiving if overheated. Excessive grain growth or uneven cooling can create cracking problems later during reuse.
Slow cooling is especially important for spring steels because they harden very easily.
Annealing Unknown Scrap Steel
Unknown scrap steel is one of the biggest frustrations in DIY fabrication.
Recycled steel can vary dramatically in carbon content, hardenability, and carbide structure.
Common mystery metals include:
- rebar
- railroad spikes
- scrap shafts
- suspension parts
- farm equipment steel
If you work with recycled steel regularly, these guides on what kind of metal rebar is made from and what grade of steel railroad track is made from explain why scrap steel chemistry can vary so much between applications.
One section may anneal perfectly while another section remains surprisingly hard.
Torch annealing is often the most practical method for unknown steels because exact furnace temperatures may not be available. This is also why railroad spikes and other mystery steels discussed in what kind of metal railroad spikes are made from can behave unpredictably during heat treatment.
From workshop experience, rebar is especially inconsistent. Some pieces behave almost like mild steel while others partially reharden unexpectedly during cooldown.
This unpredictability is why many machinists prefer testing unknown material before committing to major machining operations.
Torch Annealing vs Furnace Annealing
| Feature | Torch Annealing | Furnace Annealing |
|---|---|---|
| Cost | Low | High |
| Speed | Fast | Slow |
| Consistency | Moderate | Excellent |
| Thick Parts | Difficult | Excellent |
| DIY Friendly | Very high | Moderate |
| Overheating Risk | Higher | Lower |
| Precision | Lower | High |
Furnace annealing generally produces more uniform hardness reduction and better stress relief.
Torch annealing is usually more practical for localized fabrication repairs and smaller shop work.
How to Tell if Steel Was Properly Annealed

There are several practical signs.
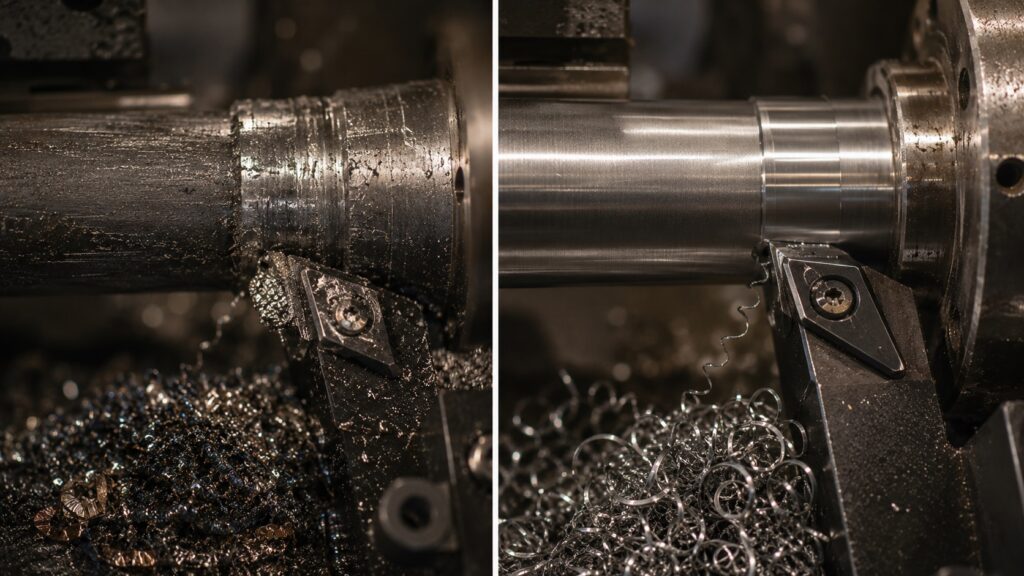
Machining Behavior
This is often the easiest indicator.
Properly annealed steel usually:
- drills easier
- creates smoother chips
- reduces insert wear
- cuts with less pressure
- produces less squealing
From real workshop experience, improperly annealed steel often “feels weird” during machining. One section cuts smoothly while another suddenly hardens and destroys the cutting edge.
That usually means uneven heating or inconsistent cooldown.
File Test
A hand file should bite into the steel more easily after annealing.
Hardness Testing
For accurate verification, use:
- Rockwell hardness tester
- portable hardness tester
- comparison files
Understanding basic hardness testing becomes much easier if you already know the differences between common methods explained in how to check the hardness of metal.
If you already understand steel hardness explained through Rockwell or Brinell testing, the difference after annealing is usually very noticeable.
Common Annealing Mistakes
Overheating the Steel
Too much heat causes excessive grain growth.
Large grain structures can make steel weaker, more brittle, and less predictable during machining.
Overheated steel also develops heavy scaling and oxidation.
Signs of Overheating
- flaky black scale
- rough surface texture
- sparkly grain appearance after fracture
- excessive warping
- surface decarburization
One common problem after aggressive torch work is decarburization near the surface. This can leave a soft outer skin with different wear characteristics than the inner core.
Cooling Too Fast
Fast cooling can partially reharden steel.
One of the most common DIY mistakes is heating correctly but leaving the part exposed to cool air.
Thin steel cools especially fast.
This is one reason why annealing vs hardening discussions often focus heavily on cooling rate.
Heat buildup and chip evacuation problems can create similar issues during machining operations, which is why many machinists use techniques like the G83 peck drilling cycle to control temperature during deep drilling.
Uneven Heating
Localized torch heating can create mixed hardness zones.
This often happens around:
- welds
- corners
- thin tabs
- shaft shoulders
The result is inconsistent machinability.
Many fabricators notice that overheated corners and thin tabs warp first because they absorb heat faster than the rest of the material.
Decarburization and Scaling
When steel is overheated for too long, carbon near the surface can burn away.
This is called decarburization.
Decarb reduces surface hardness potential and can create soft outer layers with unpredictable properties.
Toolmakers often try to minimize this because it affects wear resistance and dimensional stability after future heat treating steel operations.
Scaling is another common issue.
Heavy oxide scale forms when steel remains at high temperature too long in open air.
Besides looking rough, scale can damage machining tools and interfere with accurate dimensions.
Troubleshooting Softening Problems
| Problem | Likely Cause | Solution |
|---|---|---|
| Steel still hard | Cooled too fast | Improve insulation |
| Soft outside, hard inside | Insufficient soak time | Heat longer |
| Warped part | Uneven heating | Rotate heat evenly |
| Heavy scale | Overheated steel | Lower temperature |
| Drill bits still burning | Partial anneal | Repeat process slower |
| Surface soft only | Thick material | Increase soak duration |
Quick troubleshooting summary:
- Hard spots usually mean uneven cooling
- Heavy scale usually means overheating
- Warping often comes from uneven heat distribution
- Poor machinability often indicates partial annealing
Professional Workshop Tips
Heat Larger Parts Gradually
Rapid heating creates thermal stress and can warp long components.
Use Sacrificial Heat Blocks
Small parts cool too quickly.
Many machinists place small pieces against larger preheated steel blocks during cooling to extend cooldown time.
Watch the Heat Affected Zone
Welded assemblies frequently contain hardened regions beside the weld bead.
Localized annealing can restore machinability without reheating the entire part.
Avoid Direct Fan Airflow
Even shop fans can cool thin steel surprisingly fast during annealing.
Consider Normalizing Before Final Heat Treatment
For heavily stressed or unevenly heated parts, some machinists normalize steel before final hardening or tempering processes to refine grain structure and improve consistency.
Common Questions About Annealing Steel
Can you anneal steel with a propane torch?
Yes, especially for small parts. However, thicker steel is much easier to anneal evenly with oxy-acetylene or a furnace.
Why did my steel stay hard after annealing?
The most common causes are cooling too quickly, insufficient soak time, or uneven heating.
Is annealing the same as tempering?
No. Annealing softens steel significantly, while steel tempering mainly reduces brittleness after hardening.
Can mild steel be annealed?
Yes, but the hardness change is usually less dramatic than with higher carbon steels.
What happens if steel cools too fast?
The steel may partially reharden, resulting in inconsistent machinability and internal stress.
How long should annealed steel cool?
Ideally, steel should cool very slowly over several hours. Thick sections may require overnight cooling.
Can steel become too soft after annealing?
Yes. Excessive heat and prolonged soak times can over-soften some steels and increase grain growth.
Can you anneal steel multiple times?
Yes. Many fabricated parts go through multiple heat cycles during repair or modification work.
Does annealing remove internal stress?
Yes. One of the primary benefits of annealing is stress relief caused by machining, welding, or prior heat treatment.
Why does annealed steel still spark during grinding?
Annealing changes hardness and microstructure, but the steel still contains carbon and iron, so sparks are normal during grinding.
Does annealing prevent cracking?
Annealing can reduce cracking risk by lowering hardness and internal thermal stress, although results still depend on alloy composition and cooling consistency.
Final Workshop Advice
Proper annealing is less about simply making steel hot and more about controlling heat evenly and cooling slowly enough for the internal structure to transform correctly.
In real fabrication work, a good anneal can completely change how steel behaves. Drilling becomes easier, machining becomes smoother, and the risk of cracking or tool damage drops significantly.
The biggest improvements usually come from avoiding the common mistakes:
- overheating
- rushing cooldown
- uneven torch heating
- poor insulation during cooling
Once you learn to recognize steel heat colors and understand how different alloys react, annealing becomes far more predictable and much easier to repeat successfully.
For DIY fabrication work involving cutting, welding, or reshaping steel components, understanding how heat changes metal behavior is just as important as knowing the cutting or machining process itself.
For most DIY users and fabrication shops, the biggest gains usually come from patience during cooling. Ask most machinists and they’ll tell you that rushing the cooldown process is where most annealing problems begin.