Flame cutting vs plasma cutting is one of the most misunderstood comparisons in metal fabrication and modern CNC machining.
Most people choose the wrong cutting method — and it ends up costing them time, money, and material.
Plasma cutting is best for thin metals, speed, and precision, while flame cutting dominates thick carbon steel at a much lower cost.
If you need clean, accurate cuts → choose plasma
If you need to cut very thick steel efficiently → choose flame
Real Shop Experience
I’ve used both plasma and flame cutting in real workshop conditions for years. And honestly, I didn’t get it right at the beginning.
At first, I thought plasma cutting was always the better option. Faster, cleaner, more advanced… it just felt like the obvious choice.
I was wrong.
This is where most beginners get it wrong.
In real shop conditions, things change fast when material gets thicker. Once you move past 30 or 40 mm steel, plasma starts slowing down, consumables wear out faster, and cut quality drops. Meanwhile, flame cutting just keeps going like nothing changed.
I learned this the hard way on a heavy plate job. We tried pushing plasma beyond its efficient range, thinking we’d save time. Instead, we burned through consumables and still had to redo parts.
Here’s the thing…
These two methods are not competitors. They are tools built for different jobs. Once you understand that, choosing becomes simple.
Quick Comparison Table
| Feature | Plasma Cutting | Flame Cutting | Winner |
|---|---|---|---|
| Speed | Very fast on thin metals | Slower due to preheat | Plasma |
| Thickness | Up to 50 mm typical | 200 mm and beyond | Flame |
| Materials | Steel, stainless, aluminum | Carbon steel only | Plasma |
| Accuracy | High precision | Lower precision | Plasma |
| Edge Quality | Clean, minimal slag | Rougher, needs cleanup | Plasma |
| Heat Affected Zone | Small | Large | Plasma |
| Equipment Cost | High | Low | Flame |
| Operating Cost | Medium to high | Low | Flame |
| Kerf Width | 1 to 3 mm | 3 to 6 mm | Plasma |
| Setup Time | Instant start | Requires preheat | Plasma |
| Portability | Medium | High | Flame |
| CNC Compatibility | Excellent | Good | Plasma |
This table gives a quick answer, but real decisions don’t happen on tables alone. The details below are where things really matter.

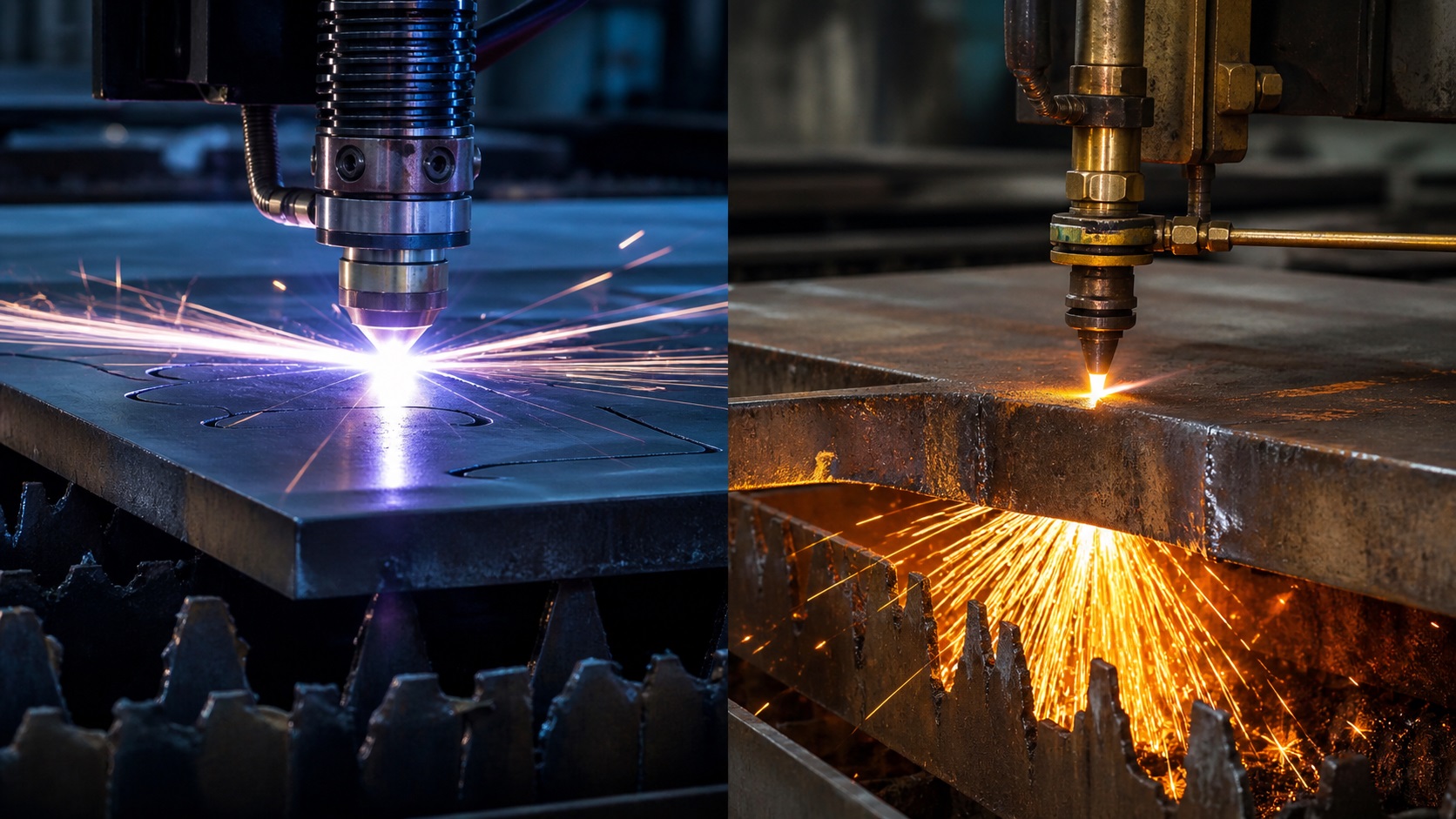
How Plasma Cutting Works
Plasma cutting uses an electrical arc combined with compressed gas to create plasma, an ionized gas that can reach temperatures around 30,000 degrees Celsius.
The arc forms between the electrode and the workpiece. Gas passing through this arc becomes ionized, turning into plasma. This plasma melts the metal instantly, while the high-speed gas flow blows the molten material away.
Think of it like a controlled, focused energy stream cutting through metal.
Typical real-world values:
- Current range: 30A to 400A
- Cutting speed: up to 6000 mm per minute on thin sheet
- Kerf width: 1 to 3 mm
- Best performance range: 1 to 25 mm
Here’s the important part most guides ignore…
Plasma is extremely efficient — but only within its comfort zone.
How Flame Cutting Works
Flame cutting, also known as oxy-fuel cutting, is not just melting metal. It’s a chemical reaction.
The metal is first preheated to around 800 to 900 degrees Celsius. Then a stream of pure oxygen is introduced. This causes rapid oxidation, essentially burning the steel.
This reaction generates additional heat, allowing the cut to continue through very thick material.
A simple way to think about it:
Flame cutting is controlled rusting at high speed.
Typical values:
- Preheat time: 5 to 20 seconds
- Oxygen pressure: 3 to 10 bar
- Thickness capability: easily 200 mm and beyond
And this is critical…
If the material does not oxidize properly, the process simply does not work. That is why stainless steel and aluminum cannot be cut with flame cutting.
Plasma Cutting vs Flame Cutting Detailed Comparison
Speed
Plasma cutting is significantly faster on thin materials.
But here’s the thing…
That speed advantage only matters if you are doing volume work.
If you are cutting one or two thick plates, speed becomes less important than capability. Flame cutting may be slower, but it gets the job done without struggle.
In real jobs, this matters more than specs.
Accuracy and Kerf Width
Plasma cutting produces a narrow kerf, usually between 1 and 3 mm. This allows for tight tolerances and minimal material waste.
Flame cutting produces a wider kerf, often between 3 and 6 mm.
This is important.
A wider kerf means more material loss, especially in large production runs. It also means more machining later if precision is required.
So if you are doing CNC cutting or precision parts, plasma is the clear choice.
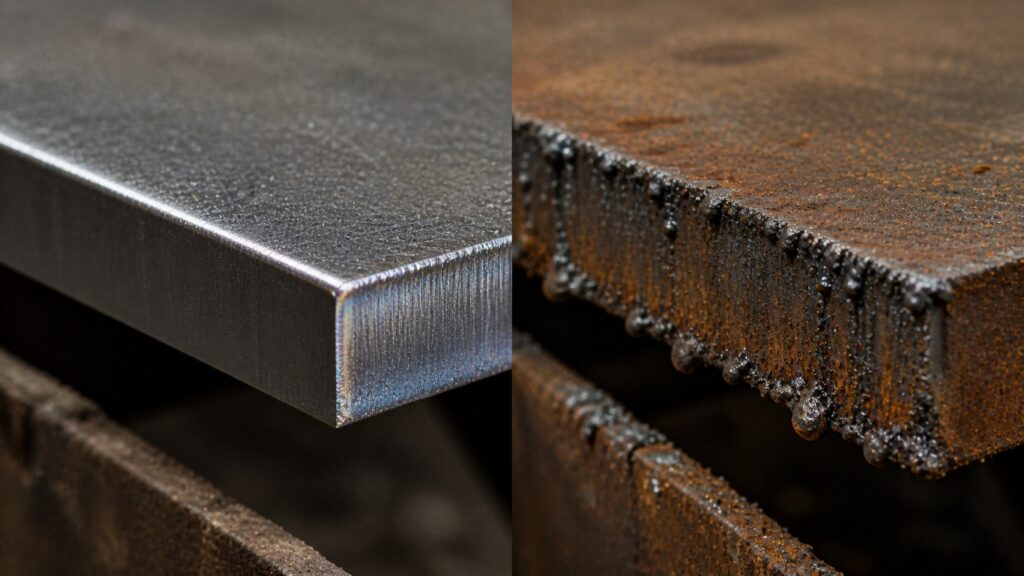
Edge Quality
Plasma cutting produces smoother edges with minimal slag. Many parts come off the table ready to use.
Flame cutting produces rougher edges due to oxidation.
In real fabrication work, this means more grinding, more time, and more labor.
If you are planning welding after cutting, edge quality directly affects preparation time.
Heat Affected Zone
Heat affected zone is one of those things most people ignore — until it becomes a problem. Heat can significantly change metal behavior, similar to what happens when steel turns blue when heated.
Plasma cutting has a smaller heat affected zone because it is faster and more localized.
Flame cutting heats a larger area, creating a wider heat affected zone.
This matters if the part will be used for welding later. Poor cut quality can directly impact weld strength, as explained in does welding aluminum weaken it.
Material properties can change in that zone, which affects strength and performance.
Thickness Capability
This is where flame cutting dominates completely.
Plasma works best up to around 25 mm and remains usable up to about 50 mm. Beyond that, efficiency drops quickly.
Flame cutting has no such limitation in practical terms. Cutting 100 mm or even 200 mm thick steel is routine.
So if thickness is your main concern, the decision is already made.
Materials
Plasma cutting works on multiple conductive metals, including carbon steel, stainless steel, and aluminum. If you’re not sure about material differences, check our guide on different types of stainless steel
Flame cutting works only on carbon steel.
This is not a small limitation. It is a deciding factor.
If you are working with stainless or aluminum, plasma is not just better — it is the only viable option.
Some materials also require additional surface treatment processes, for example anodizing stainless steel, which cannot be achieved through flame cutting.
Plasma Cutting Thickness Limit
Plasma cutting has a clear performance range.
- Optimal: 1 to 25 mm
- Acceptable: up to 50 mm
- Industrial max: up to 150 mm with reduced efficiency
As thickness increases, speed drops, edge quality worsens, and consumable wear increases.
Most guides don’t emphasize this enough.
Just because a machine can cut thick steel does not mean it should.
Oxy Fuel Cutting Advantages
Flame cutting is still widely used for a reason.
It handles extremely thick steel without performance issues. Equipment cost is low. It is highly portable and reliable in outdoor conditions.
Here’s something practical…
Flame cutting does not care if the surface is rusty, dirty, or painted. Plasma can struggle in those conditions.
For heavy industries like shipbuilding and structural steel work, flame cutting is still the backbone.
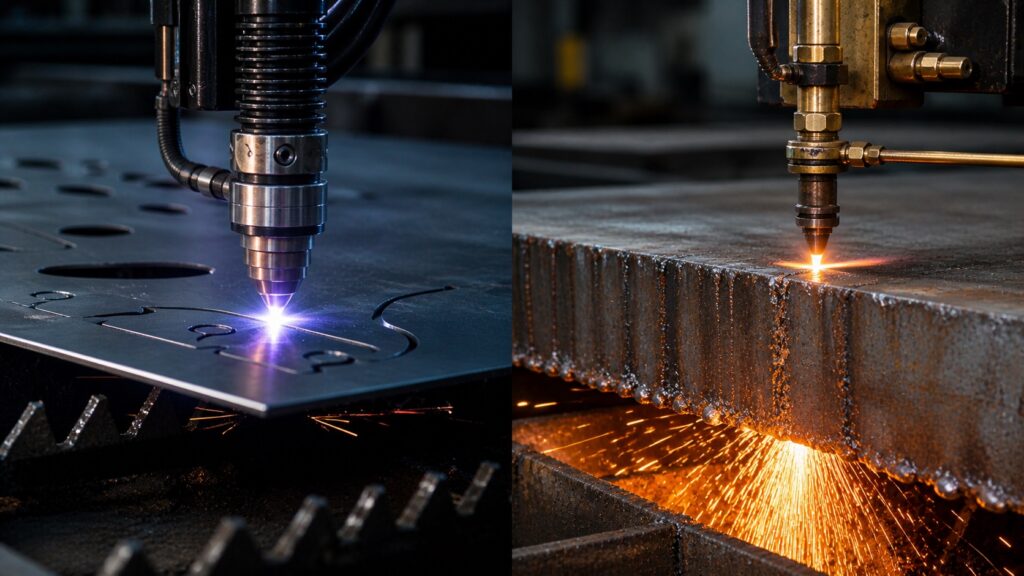
CNC Plasma vs CNC Flame Cutting
Both processes are used in CNC cutting systems, but their roles are different.
CNC plasma is fast, precise, and ideal for production work with thin to medium thickness materials.
CNC flame cutting is slower but handles large and thick components with ease.
In real fabrication shops, both systems often run side by side.
This is where many people misunderstand the industry.
It is not plasma versus flame. It is plasma and flame.
The #1 Mistake People Make When Choosing Between Plasma and Flame Cutting
This is where most costly mistakes happen.
People choose plasma for thick steel because it feels more advanced. The result is slow cutting, poor edge quality, and high consumable costs.
Others try flame cutting on stainless or aluminum and wonder why it fails completely.
And then there is the biggest mistake of all.
Ignoring operating cost.
A cheaper machine does not mean a cheaper job. And an expensive machine does not mean higher cost per part.
Choosing the wrong process can double your cost without you realizing it.
Hidden Factors Most People Ignore
There are a few factors that rarely get discussed but make a big difference in real jobs.
Kerf width affects how much material you lose. Over hundreds of parts, that waste adds up.
Heat affected zone influences how the material behaves during welding and in service.
Consumable wear in plasma cutting directly affects cost per cut. Running outside optimal settings increases expenses quickly.
CNC versus manual cutting also changes everything. Plasma excels in CNC environments, while flame cutting is more forgiving in manual and field work.
These are the details that separate average results from professional work.
Cost Breakdown
Plasma cutting systems have higher upfront costs. Machines, power supply, and consumables all add up.
Flame cutting systems are simple and inexpensive. The main cost is oxygen and fuel gas.
But here’s the real insight.
Cost per cut depends on the job, not the machine.
Plasma becomes cheaper when cutting thin materials in high volume because of speed and reduced labor.
Flame becomes cheaper when cutting thick steel because it handles the job efficiently without excessive wear or slowdown.
If you look only at equipment price, you will make the wrong decision.
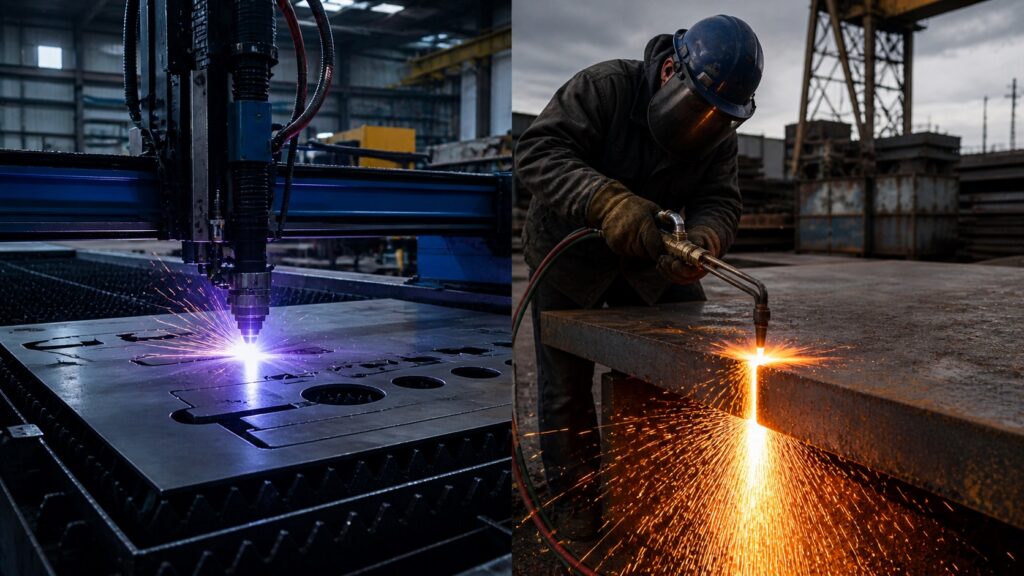
Real World Scenarios
In a sheet metal shop, plasma cutting is used all day for thin steel, stainless, and aluminum parts.
In heavy fabrication, flame cutting is used for thick structural components where plasma is not practical.
For outdoor repair work, flame cutting is preferred because it is portable and less sensitive to conditions — especially when working on materials like rebar.
In production environments, plasma dominates when speed and repeatability matter.
For one-off heavy cuts, flame cutting is often the simplest and most reliable solution.
This is what actually happens in real manufacturing environments.
In practical situations like construction sites, knowing how to cut rebar with simple tools can make a big difference when advanced equipment is not available.
FAQ
Is plasma cutting better than flame cutting
Plasma cutting is better for thin materials, precision, and speed. Flame cutting is better for thick carbon steel and cost efficiency. The best choice depends on the job.
What thickness can plasma cut
Most plasma systems perform best up to 25 mm. They can cut up to 150 mm in industrial settings, but efficiency decreases significantly.
Why can flame cutting not cut stainless steel
Flame cutting relies on oxidation. Stainless steel resists oxidation, preventing the cutting reaction from continuing.
Which is cheaper plasma or flame cutting
Flame cutting is cheaper for thick steel. Plasma cutting is often cheaper for thin materials due to higher speed and productivity.
Can plasma cut thick steel
Yes, but performance decreases as thickness increases. For very thick steel, flame cutting is usually the better option.
If you’re exploring more fabrication techniques beyond cutting, you can also look into projects and applications in machining projects.
Final Verdict
There is no single best cutting method, and thinking that way is the first mistake.
Plasma cutting gives you speed, precision, and flexibility across different materials. Flame cutting gives you unmatched power when dealing with thick carbon steel.
If you are serious about metal fabrication, you do not choose one over the other.
You use both.
Because in real workshop conditions, the best tool is not the most advanced one. It is the one that gets the job done efficiently, reliably, and at the lowest real cost.