
Quick Answer: How to Weld Cast Iron Without Cracking
Cast iron can be welded successfully by controlling heat expansion and cooling speed. The most reliable method uses proper crack preparation, nickel-based filler metal, controlled preheating between 400–1200°F, short weld passes, peening, and extremely slow cooling. Most failed cast iron repairs happen because the part cools too quickly or internal stresses are not relieved.
Cast iron has a reputation for being “unweldable,” but that is only partially true. In real fabrication shops, cast iron gets repaired all the time — engine blocks, exhaust manifolds, machine bases, vises, transmission housings, pump bodies, and antique equipment regularly go back into service after welding.
The problem is that cast iron behaves very differently from mild steel.
One common mistake beginners make is treating cast iron like regular steel plate. That usually ends with new cracks appearing beside the weld a few hours later. Sometimes the weld itself survives perfectly while the surrounding casting splits apart from thermal stress.
That happens because cast iron is brittle, carbon-rich, and extremely sensitive to uneven heating and cooling.
If you understand how heat affects the material structure, cast iron repairs become far more predictable.
Why Is Cast Iron So Difficult to Weld?
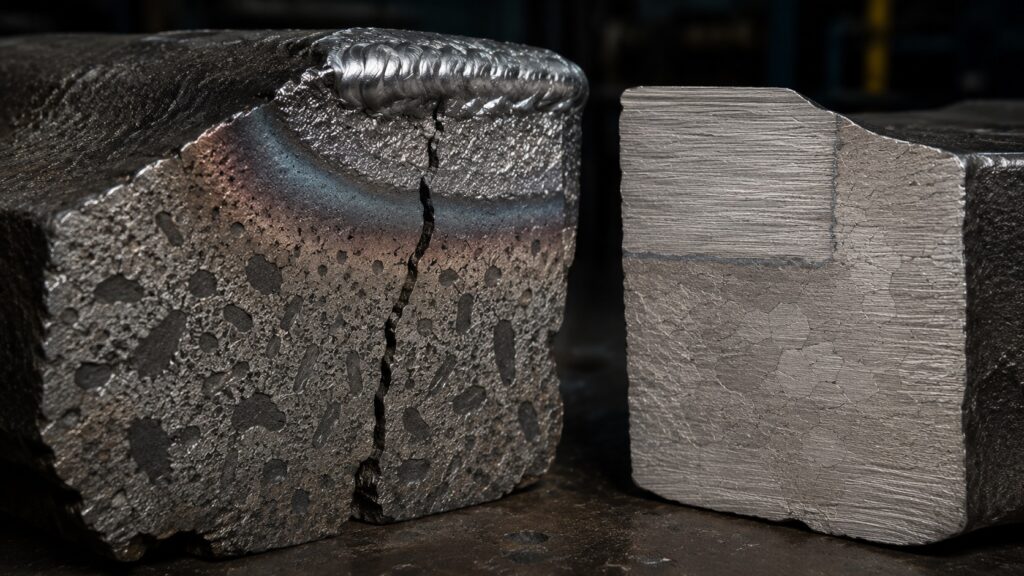
Cast iron contains significantly more carbon than standard steel. Much of this carbon exists as graphite flakes embedded throughout the metal structure.
These graphite formations create several problems during welding:
- reduced ductility
- poor thermal shock resistance
- brittle heat affected zones
- uneven expansion and contraction
- stress concentration near the weld
When cast iron heats rapidly, the surrounding material expands unevenly. During cooling, the weld shrinks while the casting resists movement. That internal stress often creates fresh cracks beside the repair.
In real workshop conditions, you’ll usually notice cast iron “talking” to you during bad repairs. Small ticking sounds during cooldown often mean stress cracking has already started.
What Type of Cast Iron Are You Welding?
Not all cast iron behaves the same during repair.
Some castings weld surprisingly well. Others crack no matter how carefully you work.
Common Cast Iron Types
| Cast Iron Type | Weldability | Common Uses | Notes |
|---|---|---|---|
| Gray Cast Iron | Moderate | Engine blocks, vises, manifolds | Most commonly repaired |
| Ductile Iron | Better | Heavy machinery | More flexible structure |
| White Cast Iron | Poor | Wear surfaces | Extremely brittle |
| Malleable Iron | Moderate | Older industrial parts | Heat treated after casting |
Gray cast iron is the material most DIY users encounter.
White cast iron is usually not worth welding. The high carbide structure becomes extremely hard and crack-prone after heating.
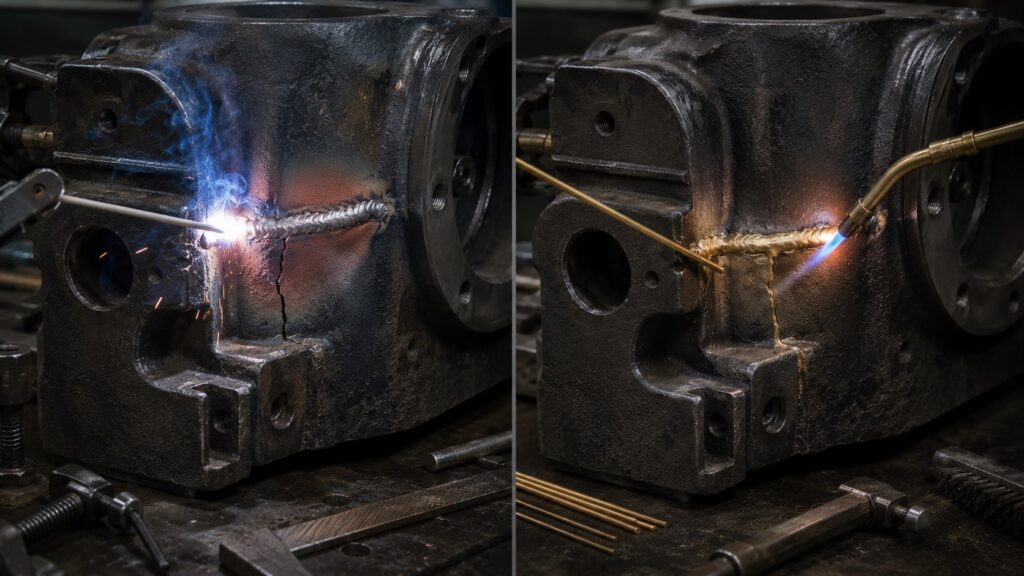
Should You Weld or Braze Cast Iron?
This is where many repair jobs succeed or fail.
Professional fabrication shops often braze cast iron instead of fully welding it because brazing introduces less thermal stress.
In some lower-stress repairs, alternative methods like bonding metal without welding may also work surprisingly well.
Cast Iron Repair Method Comparison
| Method | Strength | Crack Risk | Machinability | Best Use |
|---|---|---|---|---|
| Nickel Stick Welding | High | Moderate | Excellent | Structural repairs |
| TIG Welding | High | Moderate | Good | Precision repairs |
| MIG Welding | Moderate | Higher | Moderate | Non-critical repairs |
| Brazing | Moderate-High | Low | Good | Crack repair & antique parts |
| Cold Stitching | Moderate | Very Low | Excellent | Expensive industrial repair |
From real workshop experience, brazing often outlasts poor welding.
For decorative castings, antique machinery, or thin cracked housings, brazing is frequently the safer option.
Best Welding Rods for Cast Iron
Filler selection matters more on cast iron than many beginners realize.
Using the wrong rod can create an ultra-hard weld zone that becomes impossible to machine later.
Correct amperage and rod handling also help reduce welding spatter during repair work.
Best Filler Metals for Cast Iron
| Filler Type | Advantages | Disadvantages |
|---|---|---|
| Nickel 99 | Excellent machinability | Expensive |
| Nickel 55 | Stronger, more affordable | Slightly harder machining |
| 308L Stainless | Lower cost | Higher shrink stress |
| Mild Steel Rod | Cheap | Higher crack risk |
| Bronze Brazing Rod | Low stress repair | Visible repair color |
Nickel 99 is usually considered the premium repair rod for critical cast iron repairs.
Many shops use Nickel 55 because it balances strength, ductility, and cost more effectively.
308L stainless can work surprisingly well on exhaust manifolds and non-machined parts, but shrinkage stress tends to be higher.
How to Prepare Cast Iron for Welding

Preparation is where successful repairs begin.
Many failed welds trace back to incomplete crack removal.
Step 1: Clean the Surface Thoroughly
Remove:
- paint
- rust
- oil
- graphite contamination
- carbon deposits
Cast iron absorbs oil over decades of use. Old engine blocks and manifolds are especially bad for this.
Some older castings may also contain hardened or heat-damaged areas, so it can help to check the hardness of the metal before welding.
In real repair shops, contaminated cast iron often bubbles and spits during welding because trapped oil expands from heat.
A die grinder plus brake cleaner usually works best.
Step 2: Stop Drill the Crack
Drill small holes at both ends of the crack.
This prevents the fracture from propagating farther during heating.
Many DIY users skip this step and wonder why the crack continues growing beside the weld.
Go slightly beyond the visible crack length whenever possible.
Step 3: Grind a Proper Groove
Create a V-groove deep enough to fully remove the crack.
Partial crack removal almost always fails later.
For thicker castings, a double-V preparation helps reduce shrinkage stress.
Should You Preheat Cast Iron?

For most serious repairs: yes.
Preheating reduces thermal shock and lowers internal stress.
The same controlled heating principles are commonly used during metal annealing and stress relief processes.
Recommended Cast Iron Preheat Temperatures
| Repair Type | Preheat Range |
|---|---|
| Small cosmetic repair | 150–300°F |
| General repair | 400–700°F |
| Heavy structural casting | 900–1200°F |
The larger and thicker the casting, the more important even heating becomes.
One common mistake machinists make is heating only the crack area. That creates a sharp thermal transition that concentrates stress directly beside the repair.
In professional shops, large castings are often heated gradually across the entire part.
How to Weld Cast Iron Step by Step

Step 1: Preheat the Casting
Bring the part to the target temperature slowly and evenly.
Avoid localized overheating.
A rosebud torch works well for smaller parts. Large industrial castings may require furnace heating.
Step 2: Use Short Weld Passes
Never run long beads on cast iron.
Use:
- 1–2 inch passes
- low amperage
- controlled travel speed
Short welds reduce shrinkage stress buildup.
Step 3: Peen Every Pass
Immediately after each weld pass, lightly peen the bead using a rounded hammer.
This helps counteract weld shrinkage by stretching the cooling metal slightly.
Many beginners skip peening entirely, but it makes a major difference on crack-sensitive castings.
Step 4: Control Interpass Temperature
Do not allow the casting to cool too quickly between passes.
Large temperature swings create new stress zones.
For hot welding methods, maintain consistent heat throughout the repair process.
Step 5: Slow Cool the Part
This is one of the most critical steps.
Fast cooling creates hard brittle zones near the weld.
Professional shops commonly use:
- dry sand
- lime
- ceramic blankets
- furnace cooldown
A good cast iron repair may take several hours to cool safely.
For engine blocks or manifolds, overnight cooling is often safest.
Why Cast Iron Cracks After Welding

Many repairs initially look successful before cracking later.
This usually happens because residual stress remained trapped inside the casting.
Common Causes of Post-Weld Cracking
| Problem | Cause |
|---|---|
| Crack beside weld | Rapid cooling |
| Hard brittle zone | Excessive heat input |
| Reappearing crack | Incomplete crack removal |
| Warping | Uneven heating |
| Porosity | Oil contamination |
| Delayed cracking | Residual thermal stress |
Delayed cracking is especially frustrating because the weld may appear perfect for several hours before failing.
Can You MIG Weld Cast Iron?
Yes, but it is not usually the preferred method.
MIG welding creates relatively high heat input and faster cooling rates compared to stick or TIG welding with nickel filler.
Excessive welding heat can weaken surrounding material similarly to what happens when aluminum loses strength after welding.
MIG repairs can work for:
- exhaust manifolds
- non-structural repairs
- temporary repairs
- cosmetic filling
However, critical machinery repairs usually perform better with stick welding and nickel rods.
Can You TIG Weld Cast Iron?
TIG welding can produce very clean cast iron repairs when performed correctly.
Advantages include:
- precise heat control
- cleaner weld puddle
- better visibility
- lower spatter
The downside is that TIG requires excellent heat management skill.
Inexperienced operators often overheat thin castings without realizing it.
Workshop Tips That Improve Cast Iron Repairs
Clamp Large Castings Firmly
Cast iron moves more than many people expect during heating.
Heavy vises, machine bases, and housings should be clamped securely before repair.
Avoid Excessive Grinding After Welding
Aggressive grinding can expose hidden microcracks near the heat affected zone.
Use gradual finishing passes instead.
Machine the Repair Only After Full Cooling
Machining hot cast iron repairs sometimes causes stress movement.
Many machinists allow repairs to stabilize overnight before final machining.
After cooling, repaired surfaces are often resurfaced using CNC machining operations or manual milling equipment.
This becomes especially important on precision surfaces like engine decks or bearing housings.
Smaller resurfacing jobs are commonly performed on machines like a Bridgeport milling machines.
Watch for Carbon Contamination
Cast iron often contaminates grinding wheels and tungsten tips faster than steel.
You’ll usually notice dark graphite smearing around the repair zone during prep work.
When You Should NOT Weld Cast Iron
Some parts simply are not good repair candidates.
Avoid welding when:
- the casting is heavily oil-soaked
- the crack runs through highly stressed thin sections
- the part is white cast iron
- replacement cost is lower than repair risk
- alignment tolerances are extremely tight
Certain machine frames and precision castings distort enough during repair that machining costs exceed replacement value.
Cast Iron Welding FAQ
Can you weld cast iron without preheating?
Yes, but crack risk increases significantly. Cold welding methods require very short weld passes, peening, and extremely careful heat control.
What is the best welding rod for cast iron?
Nickel 99 rods are generally considered the best for machinability and crack resistance, while Nickel 55 offers a good balance between strength and cost.
Why does cast iron crack beside the weld?
The surrounding casting experiences thermal stress as the weld shrinks during cooling. Rapid cooling and uneven heating are the most common causes.
Is brazing stronger than welding for cast iron?
In some repairs, yes. Brazing creates less thermal stress and often produces more reliable repairs on brittle or thin castings.
Can you weld cast iron with stainless steel rods?
Yes. 308L stainless filler is commonly used for exhaust manifolds and non-machined repairs, although shrinkage stress may be higher than nickel filler.
How long should cast iron cool after welding?
Ideally several hours. Large castings often cool overnight inside insulation or dry sand to minimize stress cracking.
Final Thoughts on Welding Cast Iron Successfully
Successful cast iron welding is mostly about heat management, not just welding skill.
The actual bead placement is often the easy part. The difficult part is controlling expansion, shrinkage, and cooling stress inside a brittle high-carbon casting.
From real fabrication experience, patience matters more than speed. Most failed repairs happen because the operator rushes preheating, skips peening, or allows the part to cool too quickly.
When done properly, though, cast iron repairs can last for decades — even on heavily used machinery and engine components.