Quick Answer: Waterjet vs Plasma Cutting
Waterjet cutting is better for precision, thick materials, non-metal materials, and parts that cannot tolerate heat. Plasma cutting is better for fast, affordable cutting of conductive metals, especially mild steel plate. The best choice depends on material type, thickness, tolerance, edge quality, heat sensitivity, production speed, and budget.
Waterjet Cutting vs Plasma Cutting: What Is the Real Difference?
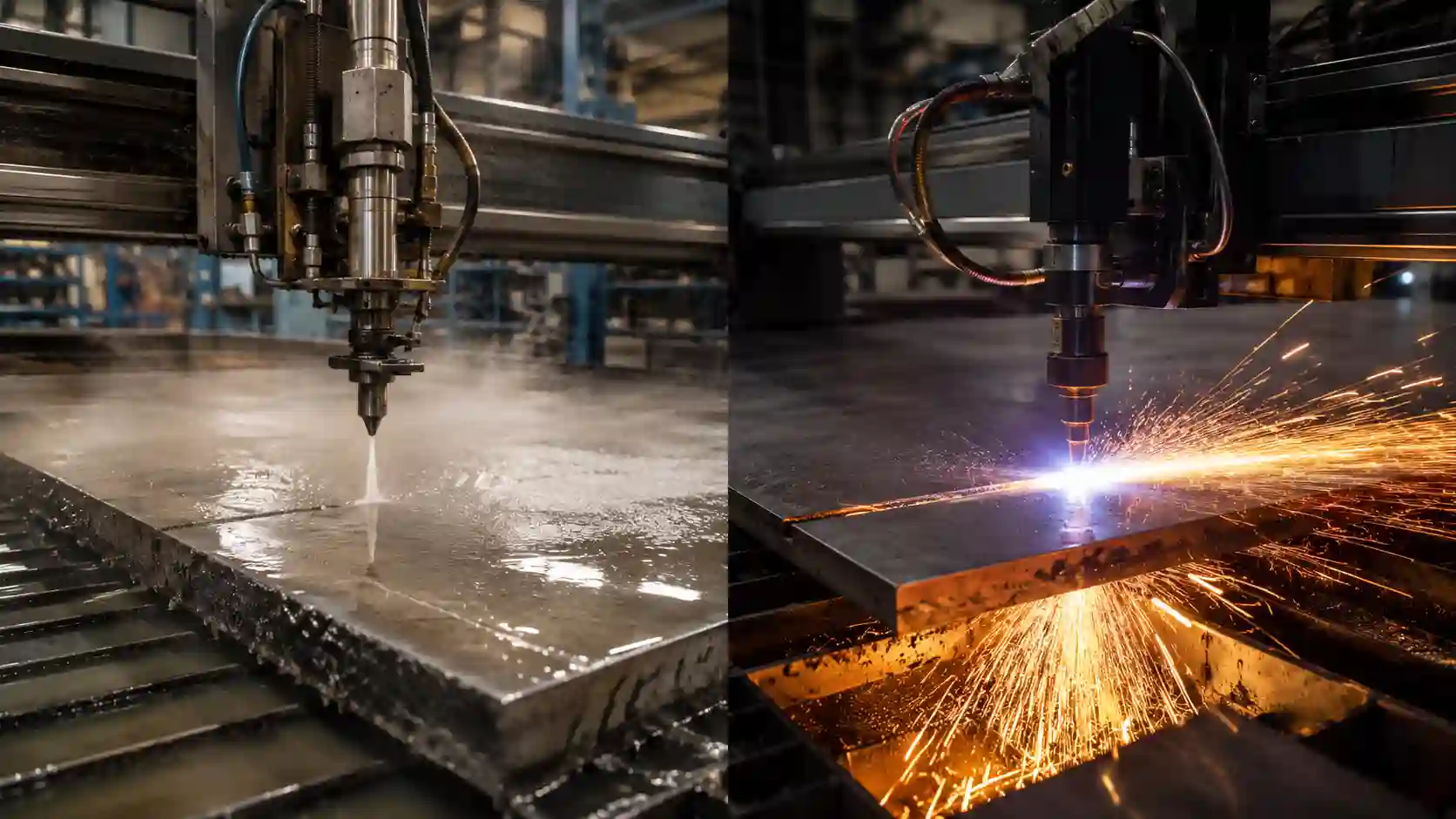
Waterjet cutting and plasma cutting can both cut sheet, plate, and industrial parts, but they do it in completely different ways.
A waterjet cuts by using extremely high-pressure water, usually mixed with abrasive garnet, to erode the material along a programmed path. It is a cold cutting process, so it does not create a heat affected zone.
Plasma cutting uses an electric arc and high-velocity gas to melt electrically conductive metal. The molten metal is blown out of the cut, leaving a separated part behind. It is fast, practical, and widely used in fabrication shops, but it introduces heat into the workpiece.
That one difference explains most of the trade-off:
Waterjet removes material by erosion.
Plasma removes material by heat.
In a real shop, this matters more than the machine brochure suggests. A plasma table may finish a mild steel plate job quickly, but the edge may need grinding. A waterjet may cut the same profile with a cleaner edge, but the cycle time and abrasive cost can be much higher.
Neither process is automatically better. They solve different problems.
How Waterjet Cutting Works
Waterjet cutting uses a narrow stream of high-pressure water to cut material. For soft materials like rubber, foam, gasket material, or certain plastics, pure water may be enough. For metal, stone, glass, and harder industrial materials, abrasive is added to the stream.
The abrasive usually does the real cutting work. The water accelerates it, focuses it, and carries it through the material.
A typical abrasive waterjet system includes:
- high-pressure pump
- cutting head
- orifice
- mixing chamber
- abrasive feed system
- focusing tube
- CNC motion system
- water tank
- abrasive collection area
The cutting stream does not physically grab the part like a saw blade, and it does not melt the edge like plasma or laser. It gradually erodes the cut path.
That is why waterjet is so useful for materials that are sensitive to heat, hard to machine, or difficult to cut cleanly with thermal methods.

One practical detail is taper. Waterjet cuts are very accurate, but the stream can widen or lag slightly as it passes through thicker material. Better machines and slower cutting speeds can reduce taper, but they cannot make physics disappear.
In production, operators often adjust cut quality levels depending on the job. A rough separation cut is faster. A near-finished edge is slower and more expensive.
How Plasma Cutting Works
Plasma cutting uses electricity and gas to create a high-temperature plasma arc. The arc melts the metal, and the gas stream blows the molten material out of the kerf.
A plasma system usually includes:
- power supply
- torch
- electrode
- nozzle
- shield
- gas supply
- work clamp
- CNC motion system or handheld torch
- height control system
Plasma only works on electrically conductive materials. That includes mild steel, stainless steel, aluminum, copper, brass, and similar metals. It does not cut wood, rubber, stone, glass, foam, or most plastics.
Plasma is popular because it is fast and relatively economical. For cutting mild steel plate, brackets, repair parts, frames, gussets, tabs, base plates, and general fabrication components, plasma is often the more practical choice.
Many of the same CNC setup principles that affect plasma cut quality also apply to machining operations. Small programming mistakes can quickly become expensive, which is why understanding common CNC programming errors is valuable for anyone working with CNC-controlled equipment.
But plasma is a thermal process. That means heat affected zone, oxidation, dross, edge bevel, possible warping, and consumable wear all become part of the decision.
A good plasma table with proper torch height control can produce impressive results. A poorly maintained setup can produce ugly edges quickly.
Torch height matters more than beginners expect. If the torch rides too high, the arc widens and the edge quality drops. If it runs too low, consumables wear faster and the torch may crash into warped plate.

Waterjet Cutting vs Plasma Cutting Comparison Table
| Factor | Waterjet Cutting | Plasma Cutting | Winner |
|---|---|---|---|
| Cutting Method | High-pressure water and abrasive erosion | Electric arc and gas melt metal | Depends on application |
| Typical Cutting Speed | Around 15 ipm or less on many metal cuts | Around 60–200 ipm depending on material and power | Plasma |
| Typical Tolerance | ±0.001″ to ±0.005″ | ±0.015″ to ±0.030″ | Waterjet |
| Heat Affected Zone | None | Present | Waterjet |
| Material Range | Metals, plastics, rubber, composites, glass, stone, foam | Conductive metals only | Waterjet |
| Kerf Width | Narrow and precise | Wider than waterjet | Waterjet |
| Edge Quality | Clean with minimal finishing | May require grinding or dross removal | Waterjet |
| Maximum Thickness | Excellent for very thick materials, but slower | Good on steel plate, but quality decreases with thickness | Waterjet |
| Operating Cost | Around $30/hour depending on abrasive usage | Around $15/hour depending on gas and consumables | Plasma |
| Energy Consumption | Approximately 20 kW | Approximately 40–60 kW | Waterjet |
| Secondary Finishing | Often unnecessary | Frequently required | Waterjet |
| Best For | Precision parts, mixed materials, heat-sensitive work | Fast steel fabrication and production cutting | Depends on job |
Which Process Is More Accurate?
Waterjet cutting is generally more accurate than plasma cutting.
A waterjet can produce tight tolerances, narrow kerfs, and clean edges without heating the part. This makes it a better option for precision profiles, parts that go straight to assembly, decorative panels, aerospace-style components, and materials where thermal distortion would cause problems.
Plasma can still be accurate enough for many fabrication jobs. For brackets, base plates, frames, repair work, guards, and structural components, plasma accuracy may be completely acceptable.
The important question is not “which process is more accurate?”
The better question is:
How accurate does this part actually need to be?
If the part will be welded, ground, drilled, or adjusted during fit-up, plasma may be fine. If the part needs a clean edge, close tolerance, minimal distortion, or cosmetic quality, waterjet usually has the advantage.
Kerf Width and Fine Detail Capability
One often-overlooked difference between waterjet cutting and plasma cutting is kerf width.
Kerf width refers to the amount of material removed during cutting. A narrower kerf generally allows tighter nesting, smaller internal features, and more accurate reproduction of complex geometry.
Waterjet systems typically produce a narrower kerf than plasma systems. This makes them particularly useful for:
- intricate decorative panels
- small holes
- detailed logos
- precision machine components
- complex internal profiles
Plasma can still produce accurate cuts, especially with modern high-definition systems, but the wider kerf and thermal nature of the process make extremely fine detail more difficult.
For parts with small features, sharp internal corners, or tight spacing between profiles, waterjet often has a clear advantage.
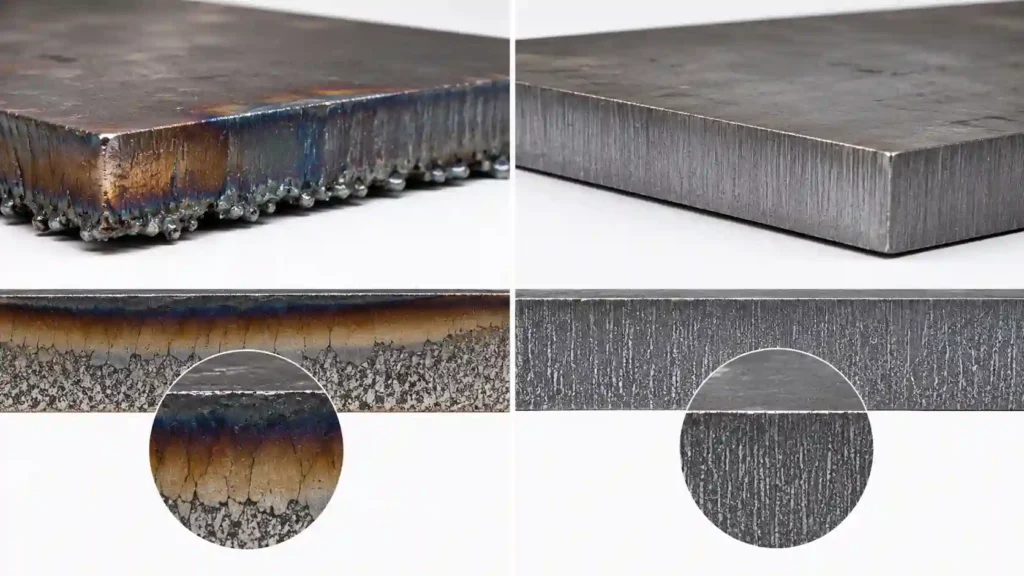
Edge Quality: Clean Cut vs Fast Cut
Waterjet usually produces a smoother, cleaner edge than plasma. Since it does not melt the material, there is no oxidized edge, no hardened heat affected zone, and no molten dross stuck to the bottom.
Edge quality becomes even more important when parts will be heat treated later. Problems such as distortion and cracking can become more severe if thermal damage is already present before heat treatment. We discuss this in our guide on why steel cracks after quenching.
Plasma edge quality depends heavily on:
- material type
- plate thickness
- amperage
- gas selection
- torch height
- consumable condition
- cut speed
- pierce settings
- table condition
A plasma-cut edge may be perfectly acceptable for many fabrication jobs, but it often needs grinding if the part will be painted, welded precisely, or used in a visible assembly.
One common shop mistake is judging plasma only by the top edge. The top may look clean while the bottom has dross, bevel, or roughness. Always inspect the underside before deciding the cut quality is acceptable.
Waterjet has its own edge issues. If cut too fast, the edge can show striations, taper, or a rougher finish near the bottom of thick material. Slowing the cut improves quality, but increases cost.
That is the real trade-off:
Plasma gives speed with possible cleanup.
Waterjet gives cleaner edges with slower cycle time.
High-Definition Plasma vs Standard Plasma
Not all plasma cutting systems perform at the same level.
Modern high-definition plasma systems produce significantly cleaner cuts than older conventional plasma equipment. Improved torch design, gas control, and height control technology allow tighter tolerances and better edge quality.
Compared with standard plasma systems, high-definition plasma often provides:
- reduced bevel angle
- less dross formation
- improved hole quality
- better dimensional accuracy
- smoother edge finish
However, even high-definition plasma still creates heat affected zones and cannot match the material flexibility of waterjet cutting.
For many fabrication shops, high-definition plasma closes part of the quality gap while maintaining the speed advantage that makes plasma attractive.
Heat Affected Zone and Distortion
This is one of the biggest differences between waterjet and plasma cutting.
Plasma cutting creates heat. That heat can change the edge of the material and cause a heat affected zone.
If you’re unfamiliar with how thermal cutting affects steel microstructure and edge properties, our detailed guide on heat affected zones in flame cutting explains the underlying metallurgical changes in more detail.
On mild steel, this may not matter for basic fabrication. On stainless steel, aluminum, hardened material, or precision parts, it can matter a lot.
Heat can cause:
- warping
- discoloration
- oxidation
- edge hardening
- dimensional drift
- local stress
- weld prep problems
- cosmetic damage
Thin sheet is especially vulnerable. It may look stable at the start of the cut, then suddenly pull, bow, or lift as heat builds across the plate.
Waterjet avoids this problem because it is a cold cutting process. It does not create a thermal edge, so the material remains closer to its original condition.
This is why waterjet is often preferred for heat-sensitive materials, hardened metals, composites, plastics, rubber, and parts where the cut edge must not be thermally altered.
Material Compatibility
Plasma cutting is limited to conductive metals. That is not always a weakness. If your shop mostly cuts mild steel, stainless steel, or aluminum plate, plasma may cover most daily needs.
Plasma works well for:
- mild steel
- stainless steel
- aluminum
- carbon steel plate
- structural fabrication
- repair work
- brackets
- frames
- gussets
- tabs
- machinery guards
Waterjet cuts a much wider range of materials.
Waterjet works well for:
- mild steel
- stainless steel
- aluminum
- titanium
- copper
- brass
- tool steel
- hardened steel
- rubber
- plastic
- foam
- glass
- stone
- tile
- composites
- gasket material
This makes waterjet more flexible if the shop handles varied work.
A fabrication shop cutting mostly steel may not need that flexibility. A job shop cutting metal one day, rubber the next, and aluminum tooling plate after that may benefit from waterjet much more.
Cutting Speed and Productivity
Plasma is usually much faster than waterjet on conductive metals, especially mild steel.
For production cutting, speed matters. If you are nesting dozens of brackets from mild steel plate, plasma can produce parts quickly and economically. The lower cut quality may still be acceptable if the parts will be welded, painted, or ground afterward.
Waterjet is slower because it erodes the material rather than melting it. Thick material, hard material, and high-quality edge requirements all slow the process further.
However, speed is not only machine speed. You also need to consider total process time.
For example:
- Plasma may cut fast but require grinding.
- Waterjet may cut slow but reduce secondary finishing.
- Plasma may distort thin material and require rework.
- Waterjet may preserve the part shape better.
- Plasma may be cheaper per cut on simple steel parts.
- Waterjet may be cheaper overall if it avoids machining or cleanup.
In many shops, plasma wins on raw throughput. Waterjet wins when finished-part quality matters more than cutting speed.
Waterjet vs Plasma: Which One Would a Fabrication Shop Choose?
Consider two fabrication jobs.
Job A involves cutting fifty mild steel brackets that will later be welded into a structural frame. Minor edge cleanup is acceptable and production speed is important.
In this case, plasma cutting is usually the more economical solution.

Job B involves cutting stainless steel cosmetic panels that will be visible in the final assembly. The edges must remain clean, distortion-free, and require little finishing.
In this situation, waterjet cutting is usually the better choice.
This example highlights why there is no universal winner. The correct cutting method depends on the final requirements of the part.
Cost: Which One Is Cheaper?
Plasma cutting is usually cheaper for general steel fabrication.
The machine cost is lower, the operating cost is often lower, and the cutting speed is higher. For simple steel parts, it is hard to beat plasma from a cost-per-part perspective.
Waterjet is more expensive to buy and run. Abrasive consumption, pump maintenance, high-pressure components, water treatment, and abrasive disposal all add cost.
But waterjet can still be more economical in certain situations.
Waterjet may save money when:
- the part needs little or no secondary finishing
- heat distortion would cause scrap
- material is expensive
- the part requires tight tolerance
- the material cannot be cut with plasma
- the edge must remain metallurgically unchanged
- mixed-material cutting is required
- cosmetic quality matters
Plasma may save money when:
- the material is mild steel
- tolerance requirements are moderate
- edge grinding is acceptable
- production speed matters
- the part will be welded or painted
- the geometry is not extremely delicate
- the shop already has plasma equipment
The cheapest process is not always the one with the lowest hourly rate. It is the one that produces usable parts with the least total waste, cleanup, and rework.
Thickness: Which Cuts Thick Material Better?
Waterjet can cut very thick material, but the cutting speed slows significantly as thickness increases. It can handle thick plate, stone, and dense materials better than many thermal processes when heat damage is unacceptable.
Plasma can cut thick steel too, depending on machine power, amperage, gas setup, and quality expectations. But as thickness increases, plasma edge quality usually becomes harder to control. Dross, bevel, wider kerf, and rougher edges become more likely.
For rough separation of thick steel, plasma can be practical. For precise thick material cutting, waterjet is often stronger.
The key detail is quality expectation.
A thick plate cut for a welded fabrication does not need the same edge as a precision machine component. Plasma may be enough for one job and completely wrong for the other.
Waterjet Cutting Advantages
Waterjet cutting has several strong advantages:
- no heat affected zone
- excellent material flexibility
- high accuracy
- clean edge quality
- minimal thermal distortion
- suitable for thick materials
- can cut non-metal materials
- useful for hardened materials
- reduced secondary finishing
- good for complex profiles
Its biggest strength is that it preserves the material better than thermal cutting methods.
That matters when working with stainless steel, aluminum, titanium, hardened steel, plastic, rubber, composites, or any part where heat would create problems.
Waterjet is also useful when the part needs to go straight from cutting to assembly with minimal cleanup.
Waterjet Cutting Disadvantages
Waterjet is not perfect.
The main disadvantages are:
- slower cutting speed
- higher operating cost
- abrasive consumption
- pump maintenance
- nozzle and tube wear
- abrasive cleanup
- possible taper
- noisy operation
- wet parts after cutting
- more complex waste handling
Waterjet cutting is especially useful for plastics and acrylic because it eliminates the heat buildup that often causes melting or edge damage. For comparison, see our guide on how to machine acrylic.
A waterjet can make beautiful parts, but it is not a maintenance-free machine. High-pressure systems need attention. Abrasive feed problems, worn focusing tubes, clogged lines, and pump issues can all affect cut quality.
Real-World Waterjet Maintenance Issue: Abrasive Sludge
One maintenance issue many beginners underestimate is abrasive waste management.
Over time, abrasive garnet builds up in the waterjet tank and turns into a heavy sludge. This material does not simply disappear with the water. It has to be removed during scheduled maintenance.
In many fabrication shops, this becomes a real operational burden. Some shops hire vacuum trucks to remove the garnet sludge, while others shut the machine down and have workers remove the material manually with shovels.
That downtime matters. A waterjet may produce excellent parts, but abrasive cleanup, tank maintenance, and waste handling should be included when calculating the real cost of the process.
A common mistake is assuming waterjet is always the premium choice. For simple mild steel fabrication, it may be unnecessarily slow and expensive.
Plasma Cutting Advantages
Plasma cutting is popular because it is fast, practical, and cost-effective.
Main advantages include:
- fast cutting speed
- lower machine cost
- lower operating cost on many steel jobs
- good for mild steel plate
- useful for fabrication shops
- works well for large parts
- easy to automate on CNC tables
- suitable for repair and production work
- good productivity for nested parts
For many fabrication shops, plasma is the workhorse. It may not produce the cleanest edge, but it produces usable parts quickly.
If the part will be welded into a frame, ground after cutting, or painted later, plasma is often the sensible choice.
Plasma Cutting Disadvantages
Plasma’s disadvantages come mostly from heat and process instability.
Common disadvantages include:
- heat affected zone
- dross formation
- edge bevel
- oxidation
- possible warping
- limited to conductive metals
- consumable wear
- fumes and smoke
- lower precision than waterjet
- possible secondary grinding
Plasma quality can also drop quickly when consumables wear. A nozzle that still looks “usable” may already be affecting edge quality. Operators often notice this as inconsistent bevel, rougher edges, or more bottom dross.
Consumable Wear Is Not Only About Cutting Time
A common mistake is assuming plasma consumables wear only while the torch is actively cutting.
In reality, nozzles and electrodes also experience wear every time the torch starts. Jobs with many small holes, short profiles, or frequent pierces can consume parts faster than a long straight cut.
This is why experienced plasma operators often pay attention to pierce count, not just total cutting hours. On high-volume jobs, start-up wear can become a noticeable part of the operating cost.
If the nozzle is worn, the cut may still happen, but edge quality usually suffers first. You may start seeing more dross, inconsistent bevel, rougher edges, or more cleanup time after cutting.
One counterintuitive point: slowing plasma down too much does not always improve the cut. If the speed is wrong, the arc can overheat the edge and create more dross instead of less.
Best Use Cases for Waterjet Cutting
Waterjet cutting is usually the better choice for:
- precision parts
- thick material profiles
- stainless steel parts where discoloration matters
- aluminum parts where heat distortion is risky
- hardened steel
- titanium
- rubber gaskets
- plastic panels
- composite materials
- stone or tile
- cosmetic parts
- parts needing minimal finishing
- mixed-material job shop work
Waterjet is also valuable when the cut edge must remain as close as possible to the original material condition.
If the customer cares about edge quality, dimensional accuracy, and no heat damage, waterjet is usually easier to justify.
Best Use Cases for Plasma Cutting
Plasma cutting is usually the better choice for:
- mild steel fabrication
- structural brackets
- repair plates
- equipment guards
- base plates
- frames
- gussets
- tabs
- heavy fabrication
- farm equipment repair
- industrial maintenance parts
- high-volume steel plate cutting
Plasma is especially practical when parts need to be cut quickly and the edge does not need to be perfect.
If a shop is cutting steel all day and welding most of those parts afterward, plasma often makes more business sense than waterjet.
Common Mistakes When Choosing Between Waterjet and Plasma
Choosing Waterjet Just Because It Is More Accurate
Accuracy is valuable only when the job needs it. If a part has loose tolerances and will be welded, plasma may be more practical.
Choosing Plasma Just Because It Is Faster
Speed does not help if the part warps, needs heavy grinding, or fails inspection. Thin stainless and aluminum can expose this mistake quickly.
Ignoring Secondary Finishing
A plasma-cut part may look cheaper until grinding, cleanup, and labor are included. Waterjet may cost more upfront but reduce finishing time.
Ignoring Material Behavior
Mild steel, stainless steel, aluminum, plastic, and hardened steel do not behave the same. The best cutting method changes with the material.
Comparing Machine Cost Instead of Part Cost
The real question is not only machine price. It is usable-part cost. Scrap, cleanup, labor, abrasive, gas, consumables, and rework all matter.
When Waterjet Is NOT the Right Choice
Waterjet cutting is accurate and versatile, but it is not always the smartest choice.
For simple mild steel brackets, base plates, repair parts, and structural components, plasma cutting can often produce acceptable results at a much lower cost per part.
This is especially true when the parts will be welded, painted, ground, or adjusted during assembly. In those cases, paying for waterjet-level precision may not improve the final product enough to justify the slower cutting speed.
Many fabrication shops eventually learn that waterjet should not replace every cutting process. It is best used where its strengths actually matter: clean edges, tight tolerance, no heat affected zone, mixed materials, or heat-sensitive parts.
If the job is routine steel fabrication and edge cleanup is acceptable, plasma is usually the more practical production tool.
Which One Should You Choose?
Choose waterjet cutting if you need precision, clean edges, no heat affected zone, thick material capability, or the ability to cut non-metal materials.
Choose plasma cutting if you need fast, affordable cutting of conductive metals, especially mild steel, and can accept some edge cleanup or heat effect.
For a small fabrication shop focused on steel brackets, frames, and repair parts, plasma is usually the better first machine.
For a precision job shop handling mixed materials, tight tolerances, expensive material, or heat-sensitive parts, waterjet is usually more valuable.
The strongest shops do not treat one process as universally better. They match the cutting method to the part.
Quick Decision Guide
Use waterjet when:
- heat damage is unacceptable
- edge quality matters
- tolerance is tight
- material is non-metal
- material is thick and precision matters
- secondary finishing must be reduced
Use plasma when:
- speed matters most
- material is conductive metal
- tolerance is moderate
- edge cleanup is acceptable
- cost per part must stay low
- parts are for welding or general fabrication
What About Laser Cutting?
Laser cutting is another process people often compare with waterjet and plasma cutting.
In many applications, laser cutting sits between the two. It is usually more precise than plasma cutting and can produce cleaner edges on thin and medium-thickness sheet metal. It is also often faster than waterjet on thinner materials.
However, laser cutting is not a perfect replacement for either process.
Laser systems can struggle with highly reflective metals such as copper and brass, depending on machine type, power, and setup. Very thick materials can also become less economical compared with waterjet or plasma cutting.
Compared with plasma, laser usually offers better precision, narrower kerf width, and cleaner edge quality. Compared with waterjet, laser is usually faster on thin sheet but less flexible with thick, reflective, or heat-sensitive materials.
For thin sheet metal production, laser cutting may be the strongest option. For fast and economical mild steel plate cutting, plasma often makes more sense. For thick materials, non-metal materials, and parts that cannot tolerate heat, waterjet remains the safer choice.
If your primary goal is cutting steel plate quickly and economically, you may also want to compare plasma with traditional thermal cutting methods in our guide to flame cutting vs plasma cutting.
FAQ: Waterjet Cutting vs Plasma Cutting
Is waterjet cutting better than plasma cutting?
Waterjet cutting is better for precision, edge quality, thick materials, non-metal materials, and heat-sensitive parts. Plasma cutting is better for fast and affordable cutting of conductive metals. The better choice depends on the material, tolerance, finish requirement, and production goal.
Is plasma cutting cheaper than waterjet cutting?
Plasma cutting is usually cheaper for mild steel fabrication because it cuts faster and has lower operating costs. Waterjet cutting is usually more expensive, but it can save money when it reduces grinding, prevents distortion, or avoids secondary machining.
Does waterjet cutting create a heat affected zone?
No. Waterjet cutting is a cold cutting process, so it does not create a heat affected zone. This makes it useful for stainless steel, aluminum, hardened steel, plastics, rubber, composites, and materials that may be damaged by heat.
Does plasma cutting warp metal?
Plasma cutting can warp metal, especially thin sheet or heat-sensitive material. Warping depends on material thickness, cut path, amperage, travel speed, torch height, and heat buildup. Good nesting, correct settings, and proper support can reduce distortion.
Which is faster, waterjet or plasma cutting?
Plasma cutting is usually much faster than waterjet cutting on conductive metals. Waterjet is slower because it removes material by abrasive erosion rather than melting. However, waterjet may reduce secondary finishing, so total production time depends on the job.
Can plasma cut non-metal materials?
No. Plasma cutting requires an electrically conductive material. It is mainly used for metals such as mild steel, stainless steel, and aluminum. Waterjet cutting can cut many non-metal materials, including rubber, plastic, foam, stone, glass, and composites.
Which gives a cleaner edge, waterjet or plasma?
Waterjet usually gives a cleaner edge because it does not melt the material. Plasma can produce good edges, but dross, bevel, oxidation, and heat discoloration are more common, especially if the setup or consumables are not in good condition.
Is waterjet always the best cutting method?
No. Waterjet is excellent for precision and heat-sensitive work, but it is slower and more expensive to run. For simple mild steel fabrication, plasma cutting may be faster, cheaper, and more practical.
Which Process Produces a Narrower Kerf?
Waterjet cutting generally produces a narrower kerf than plasma cutting. This makes it better suited for detailed profiles, small features, and precision components where dimensional accuracy is important.
Waterjet vs Plasma Cutting: Which Process Is Right for Your Job?
Waterjet cutting and plasma cutting are both valuable fabrication processes, but they are not competing for the exact same jobs.
Plasma is the practical choice for fast, economical cutting of conductive metals. It is hard to beat for mild steel fabrication, repair work, brackets, frames, and production parts where some cleanup is acceptable.
Waterjet is the better choice when accuracy, edge quality, material flexibility, and heat-free cutting matter more than speed. It costs more to run, but it can prevent distortion, reduce finishing, and cut materials plasma cannot touch.
The best decision comes down to the part, not the machine.
If the job is simple steel fabrication, plasma usually makes sense. If the job involves tight tolerances, expensive material, non-metal material, or heat-sensitive edges, waterjet is usually the safer choice.