
Quick Answer: How to Bend Metal Pipe Without Kinks
Bending metal pipe requires controlling wall collapse, wrinkling, and springback while maintaining the pipe’s internal shape. The cleanest bends come from using the correct bend radius, proper support tooling, and matching the bending method to the material and wall thickness. Thin-wall tubing usually needs a rotary draw bender or internal support like sand packing or mandrels to prevent flattening.
Metal pipe bending looks simple until the tube folds in half, wrinkles near the inside radius, or cracks right at the bend start. Most beginners blame the tool. In real fabrication shops, the problem is usually geometry, wall thickness, or rushing the bend.
You can actually hear when a bend is going wrong. Thin-wall steel starts making a faint crunching or ticking sound just before the inner wall wrinkles. Stainless tubing gets noticeably stiffer mid-bend because it work-hardens fast. EMT conduit sometimes leaves a burnt metallic smell if too much heat gets into the zinc coating.
Watch the material. It tells you what’s happening.
Why Metal Pipe Kinks During Bending
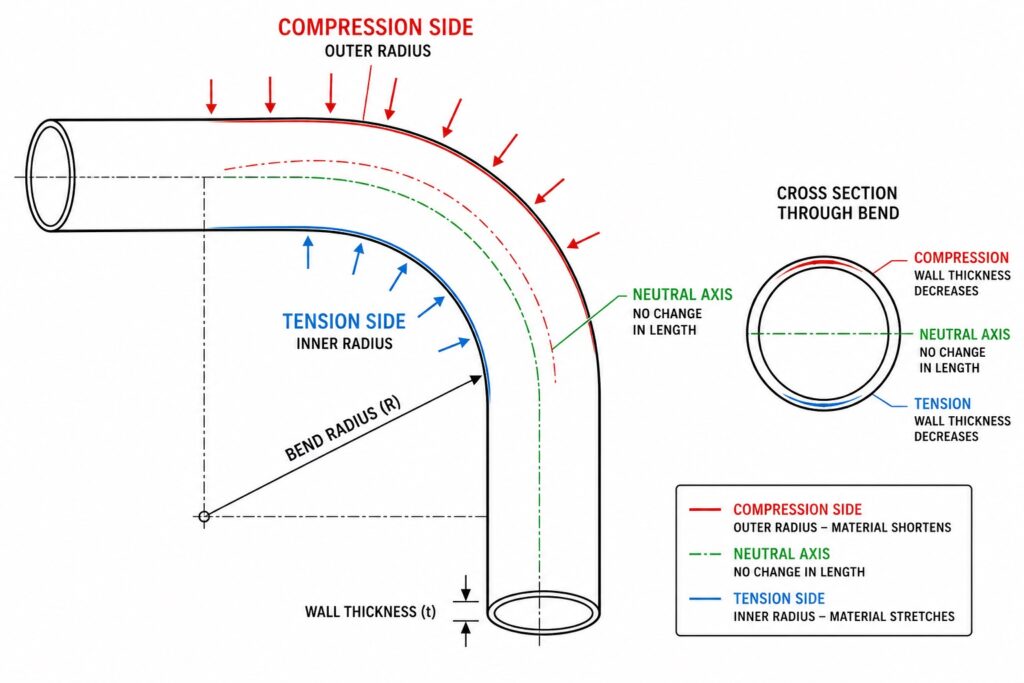
Pipe and tubing fail during bending because one side compresses while the other stretches.
The outside radius experiences tensile stress. The inside radius gets compressed. Somewhere in the middle sits the neutral axis, where material movement is minimal.
This imbalance creates several common problems:
- wall thinning
- wrinkling
- flattening
- cracking
- ovalization
y=R−2t
The thinner the wall relative to the diameter, the easier the tube collapses.
What Causes Tube Collapse?
Three things usually cause collapse:
- Bend radius too tight
- Thin wall tubing without support
- Incorrect die size

One common DIY mistake is trying to bend exhaust tubing with cheap hydraulic pipe benders designed for schedule pipe. Those tools push from the center and crush tubing walls instead of supporting them around the radius.
You’ll usually notice the tube starting to flatten before it fully kinks. The hand pressure suddenly increases, and the bend feels “soft” instead of smooth.
Pipe vs Tube: Why It Matters Before Bending
A lot of people use the terms interchangeably, but fabrication shops don’t.
| Type | Measured By | Typical Use |
|---|---|---|
| Pipe | Inside Diameter (ID) | Fluid transfer |
| Tube | Outside Diameter (OD) | Structural/fabrication |
Tube bending is generally more demanding because cosmetic appearance matters more.
Schedule Pipe vs DOM Tubing
Schedule pipe:
- thicker walls
- easier to bend without collapse
- less precise dimensional control
DOM tubing (Drawn Over Mandrel):
- tighter tolerances
- smoother inside surface
- better for roll cages, fabrication, exhaust systems
If you’re bending 1.5″ DOM tubing with a 0.095″ wall, a centerline radius (CLR) around 4.5″–5.5″ is usually safe for clean bends.
Best Methods for Bending Metal Pipe
Manual Pipe Benders
Good for:
- EMT conduit
- thicker steel pipe
- simple fabrication projects
Bad for:
- thin-wall stainless
- exhaust tubing
- cosmetic bends
These are cheap and durable, but many budget models flex under load. You can actually see the rollers tilt slightly during heavy bends.
Rotary Draw Benders
Best option for:
- exhaust fabrication
- roll cages
- stainless tubing
- clean visible bends
These support the tubing across the bend radius instead of crushing from the middle.
Professional fabrication shops use these constantly because they minimize:
- flattening
- wrinkling
- wall thinning
Hydraulic Pipe Benders
Good for:
- heavy schedule pipe
- structural work
- thicker steel sections
Cheap hydraulic benders are notorious for ruining thin-wall tubing.
A lot of beginners learn this the expensive way after flattening an entire length of stainless exhaust tubing.
Roll Bending
Used for:
- large radius curves
- chassis hoops
- architectural fabrication
Rollers gradually form the bend over multiple passes.
If the rollers are misaligned, the tube starts spiraling instead of curving evenly.
Heat Bending
Useful for:
- heavy wall steel
- stubborn material
- repair work
Warning: Never heat galvanized pipe indoors. Zinc oxide fumes can cause metal fume fever.
Overheated steel develops scaling and excessive grain growth. You’ll often see dark blue or flaky black oxidation if the temperature gets too high.
Blue discoloration on steel is usually a temperature indicator rather than just cosmetic oxidation. Fabricators often use these heat colors as a rough visual reference during bending and welding operations.
Sand-Filled Bending
Old-school. Still effective.
Dry sand supports the internal walls during bending and helps reduce collapse.
This method works surprisingly well for:
- copper tubing
- aluminum tube
- mild steel exhaust tubing
The sand must be completely dry. Damp sand can generate steam pressure inside sealed tubing.
Comparison Table: Which Pipe Bending Method Works Best?
| Method | Best For | Bend Quality | Cost | Skill Level |
|---|---|---|---|---|
| Manual Bender | EMT & thick pipe | Moderate | Low | Beginner |
| Rotary Draw | Exhaust & tubing | Excellent | High | Intermediate |
| Hydraulic Bender | Structural pipe | Moderate | Medium | Beginner |
| Roll Bender | Large curves | Excellent | High | Intermediate |
| Sand Filling | DIY thin-wall bends | Good | Very Low | Intermediate |
| Heat Bending | Heavy wall steel | Moderate | Low | Intermediate |
How to Bend Metal Pipe Step by Step

1. Measure the Bend Carefully
Mark:
- bend start
- bend center
- bend end
- rotational orientation
In fabrication shops, soapstone is still commonly used because it survives heat and wipes off easily.
2. Choose the Correct Bend Radius
Tighter bends increase:
- wall thinning
- wrinkle formation
- stress concentration
A good beginner rule:
| Material | Minimum Recommended CLR |
|---|---|
| Mild Steel | 3x OD |
| Stainless Steel | 4x OD |
| Aluminum | 5x OD |
| Copper | 2–3x OD |
3. Watch for Springback
Metal tries to return toward its original shape after bending.
Stainless steel has noticeably more springback than mild steel.
Typical springback:
- Mild steel: 2–3°
- Stainless: 5–8°
- Aluminum: 3–5°
One thing fabricators constantly check is consistency between bends. Even slight material thickness variation changes springback behavior.
4. Bend Slowly
Don’t rush hydraulic benders.
Fast pressure application often creates:
- ripples
- uneven wall stretching
- asymmetrical bends
Smooth steady pressure gives the material time to distribute stress more evenly.
This is very similar to adaptive toolpaths used in modern CNC machining, where gradual tool engagement reduces stress concentration and heat buildup instead of shocking the material with aggressive cuts.
5. Inspect the Tube Immediately
Check for:
- flattening
- wrinkles
- cracking
- surface tearing
- weld seam distortion
Run your hand across the inside radius. Minor wrinkles are easier to feel than see.
How Different Metals Behave During Bending
Mild Steel
Most forgiving material.
Mild steel bends well cold unless:
- wall thickness is extremely heavy
- bend radius is very tight
Hot bending can reduce force requirements but increases scaling.
Some fabricators will partially anneal difficult sections before bending, especially when dealing with thicker steel tubing or repeated tight-radius bends that could otherwise introduce stress cracking.
Stainless Steel
Stainless work-hardens quickly.
The longer you fight the bend, the harder it becomes.
You’ll sometimes hear chatter or popping during tight bends as internal stress builds. Blue heat tint usually means the material got too hot.
304 stainless is significantly easier to bend than harder grades like 321.
Different stainless grades behave very differently during fabrication. Austenitic stainless steels are generally easier to form, while harder or heat-resistant grades tend to spring back more aggressively and require larger bend radii.
Aluminum
Aluminum cracks more easily than many beginners expect.
6061-T6 aluminum is strong but not especially bend-friendly in hardened condition.
Annealing helps tremendously.
Simple Annealing Tip
A common fabrication trick:
- coat the aluminum with acetylene soot
- heat until the soot disappears
- allow cooling
This softens the material without requiring precise temperature measurement.
Copper Tubing
Copper bends beautifully when annealed.
Repeated bending hardens the material and eventually causes splitting near the bend radius.
If copper starts feeling “springy” instead of soft, it’s usually work hardening.
EMT Conduit
EMT bends easily but has a galvanized coating.
Overheating creates zinc fumes and leaves rough scaling.
You’ll usually smell a sharp metallic odor before visible smoke appears.
Common Pipe Bending Problems and Fixes
| Problem | Common Cause | Fix |
|---|---|---|
| Kinking | Radius too tight | Larger CLR |
| Flattening | Unsupported thin wall | Mandrel or sand fill |
| Wrinkling | Compression overload | Better die support |
| Cracking | Work hardening | Anneal material |
| Twist | Poor alignment | Use orientation marks |
| Excessive springback | Hard material | Overbend slightly |

Workshop Mistakes That Ruin Pipe Bends
Bending Across the Weld Seam
ERW tubing has a seam that behaves differently under stress.
Many fabricators rotate the seam toward the neutral axis whenever possible.
Putting the seam directly on the outside tension side increases cracking risk.
Using Pipe Dies on Tubing
This destroys tubing surprisingly fast.
Pipe dies are designed for thicker walls and different dimensions.
Overheating the Bend Area
Too much heat causes:
- scaling
- grain growth
- weakened structure
- discoloration
In stainless, overheating can reduce corrosion resistance near the heat affected zone. Heat control matters in welding just as much as bending. Excessive localized heat changes grain structure, increases brittleness, and can permanently weaken certain metals if cooling rates are not controlled properly.
Pro Tip: Most tube kinks start on the compression side of the bend, not the outside radius.
Ignoring Tube Wall Thickness
A 0.065″ wall tube behaves completely differently from a 0.120″ wall tube.
Thin-wall tubing requires:
- slower bends
- better support
- larger radii
Professional Fabrication Tips for Cleaner Bends
Pro Tip: Watch the tube surface during bending. Smooth stretching is normal. Sudden ripples mean collapse is beginning.
Use Mandrels for Thin-Wall Tubing
Mandrels support the inside of the tube during bending.
This dramatically reduces:
- flattening
- wrinkling
- wall thinning
That’s why professional exhaust shops produce such clean bends.
Bend Sequence Matters
Complex tubing assemblies should be bent in sequence.
Bad sequencing traps the part inside the bender or makes later bends impossible.
Fabricators often mock up bends using welding wire or cheap conduit first.
Lubrication Helps More Than People Think
Dry dies increase galling and surface tearing.
Especially important for:
- stainless
- aluminum
- polished tubing
Don’t Chase Perfectly Round Tubes
Some ovalization is normal.
Even high-end CNC mandrel benders allow slight deformation.
For most fabrication work, minor flattening is completely acceptable.
Safety Tips When Bending Metal Pipe
Heating Hazards
Hot tubing stays dangerously hot longer than expected.
Thin stainless especially holds heat near the bend area.
Use gloves rated for hot metal handling.
Hydraulic Pinch Points
Hydraulic benders generate enormous force.
Keep fingers away from:
- rollers
- dies
- return springs
Zinc Fume Exposure
Warning: Grinding or heating galvanized pipe releases zinc oxide fumes that can cause nausea, fever, headaches, and breathing irritation.
Always work with ventilation.
Common Questions About Pipe Bending
Can you bend metal pipe without a pipe bender?
Yes. Sand filling, heat bending, and frozen soap-water methods can work well for small projects, especially with copper or mild steel tubing.
Why does pipe flatten during bending?
Flattening happens because the outside wall stretches while the inside compresses. Thin walls and tight bend radii make collapse much more likely.
Can galvanized pipe be heated safely?
Only with proper ventilation. Heating galvanized coatings releases zinc fumes that are hazardous to breathe.
What is the easiest metal pipe to bend?
Annealed copper tubing is usually the easiest. Mild steel tubing is also fairly forgiving compared to stainless steel or hardened aluminum.
How do professionals prevent tubing collapse?
Professional shops use:
rotary draw benders
mandrels
proper die sizing
controlled bend radii
lubrication
Is sand filling still used today?
Yes. Custom fabricators and restoration shops still use sand filling for specialty bends and one-off fabrication work.
Professional Lessons From Real Pipe Bending Work
Clean pipe bending is less about brute force and more about controlling material behavior.
The best fabricators pay attention to:
- wall thickness
- bend radius
- springback
- material condition
- tooling support
Beginners usually focus only on the bend angle. Experienced fabricators watch the tube surface, the feel of the material, and how stress moves through the bend.
Slow down. Watch the metal. It tells you almost everything before the bend fails.