What Is a Bridgeport Mill? Quick Beginner Explanation
A Bridgeport mill is a manual vertical knee-type milling machine famous for its versatility, precision, and durability. Many machinists use the word “Bridgeport” to describe almost any manual turret mill because the original Bridgeport design became the industry standard in machine shops, schools, and fabrication environments for decades.
If you spend enough time around older machinists, you’ll notice something interesting:
Almost every manual mill somehow becomes a “Bridgeport,” even when it technically isn’t one.
That says a lot about how influential these machines became in fabrication shops. For decades, the Bridgeport Series I defined what a manual milling machine should look and feel like.
Even today, many shops still keep at least one manual knee mill around for repair work, quick setups, prototype jobs, and one-off machining tasks alongside modern CNC equipment. Understanding basic machining workflow becomes much easier once you learn the difference between manual machining and CNC operation.
And despite modern CNC machines dominating production work, a properly maintained Bridgeport is still an incredibly capable machine in the hands of a skilled machinist.
What Is a Bridgeport Mill?
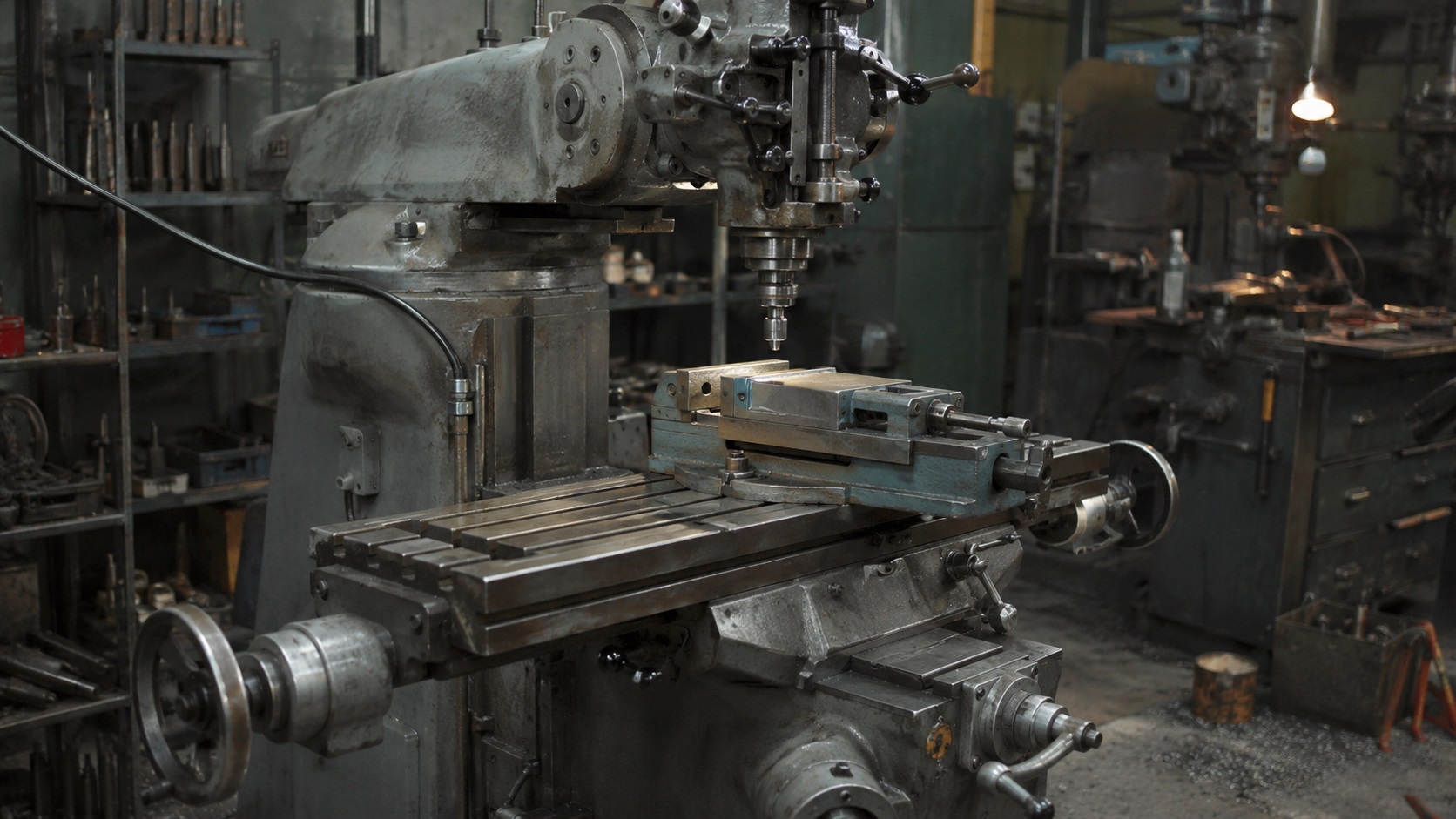
A Bridgeport mill is a manual vertical milling machine built around a knee-and-turret design that allows the spindle head to move in multiple directions while the workpiece remains clamped to the table.
The original machine became famous because it combined:
- drilling capability
- precision milling
- angled machining
- boring operations
- flexible setup positioning
into one relatively compact machine.
Before machines like this became common, machinists often needed multiple specialized machines to perform the same operations.
One major reason the design succeeded was flexibility. In real fabrication shops, setup time often matters more than raw cutting speed. The Bridgeport allowed machinists to reposition the spindle quickly without constantly re-clamping the part.
That dramatically improved workflow efficiency for repair work and short-run machining.
Why Is It Called a “Knee Mill”?
The term “knee mill” comes from the large vertically adjustable casting called the knee.
The knee supports:
- the saddle
- the table
- the workpiece
and moves up or down on the machine column.
This design gives the machine excellent vertical rigidity compared to many lightweight benchtop mills.
One thing beginners quickly notice is that a real knee mill feels dramatically heavier and more stable than hobby-grade machines. That weight matters during cutting because vibration destroys surface finish, tool life, and dimensional accuracy.
Bridgeports use heavy cast iron construction specifically because cast iron absorbs vibration exceptionally well.
In real machine shops, you’ll usually hear operators say a machine “feels solid” during cutting. Much of that comes from mass and vibration damping.
Main Parts of a Bridgeport Mill

The Turret
The turret allows the head assembly to rotate around the column.
This lets machinists approach awkward parts from different angles without moving the workpiece repeatedly.
That was revolutionary when the machine first appeared because repositioning heavy parts used to consume enormous amounts of time.
The Ram
The ram slides forward and backward.
This allows the spindle to reach over larger workpieces or fixtures.
From real workshop experience, this becomes extremely useful when machining large plates, odd repair parts, or fixtures hanging partially off the table.
The Quill
The quill allows vertical spindle movement similar to a drill press.
This is one of the features that made the original Bridgeport so versatile.
The quill is commonly used for:
- drilling
- boring
- light plunge milling
- edge finding
- precision depth control
One common beginner mistake is extending the quill too far during heavy cuts. Excessive quill extension reduces rigidity and often causes chatter, poor surface finish, and tool deflection.
Many manual machining principles used on Bridgeports also carry directly into CNC drilling operations like peck drilling cycles.
The Table
The table moves in:
- X-axis (left/right)
- Y-axis (front/back)
while the knee handles Z-axis positioning.
Most Bridgeport-style mills use T-slots for:
- machinist vises
- rotary tables
- clamping kits
- angle plates
- custom fixtures
The Spindle
Most modern Bridgeport-style mills use an R8 spindle taper.
R8 tooling became incredibly popular because:
- tooling is affordable
- collets are widely available
- setup is relatively simple
- tool changes are quick
Even today, many manual machining shops still use extensive R8 tooling collections.
What Is a Bridgeport Mill Used For?
Bridgeport mills are commonly used for:
| Operation | Typical Shop Use |
|---|---|
| Drilling | Bolt holes, pilot holes, fixture work |
| Slot Milling | Keyways, channels, grooves |
| Facing | Flattening surfaces |
| Boring | Enlarging precision holes |
| Edge Finding | Setup and alignment |
| Prototype Machining | One-off custom parts |
| Repair Work | Shaft repair, bracket modification |
| Tooling Fabrication | Jigs, fixtures, soft jaws |
In real fabrication environments, Bridgeports rarely compete with CNC machines on production speed anymore.
Instead, they excel at:
- quick repair work
- emergency modifications
- custom fitting
- low-volume machining
- setup verification
- maintenance shop tasks
A skilled machinist can often complete a small repair faster on a manual Bridgeport than by programming and setting up a CNC machine.
Why Did Bridgeport Mills Become So Popular?
The original Bridgeport became legendary because it solved multiple shop problems at once.
Compared to older milling machines, it offered:
- more flexibility
- better reach
- easier setups
- improved operator visibility
- faster repositioning
- compact footprint
- reasonable precision
During the post-WWII manufacturing boom, these machines spread into:
- schools
- tool rooms
- repair facilities
- maintenance departments
- aerospace shops
- prototype machining departments
Eventually, the machine became so common that “Bridgeport” turned into a generic shop term.
Bridgeport vs Benchtop Mills
| Feature | Bridgeport Mill | Small Benchtop Mill |
|---|---|---|
| Weight | Very heavy | Lightweight |
| Rigidity | High | Moderate to low |
| Cutting Capacity | Large | Limited |
| Surface Finish | Better under load | Often vibrates |
| Tooling Options | Extensive | More limited |
| Precision Potential | Excellent | Variable |
| Floor Space | Large | Compact |
| Power | Higher horsepower | Lower horsepower |
Many beginners underestimate how much rigidity affects machining quality.
A lightweight machine may technically cut steel, but aggressive cuts often create:
- chatter
- poor finish
- tool wear
- spindle deflection
- dimensional inaccuracies
That’s one reason old Bridgeports are still respected decades later.
Are Bridgeport Mills Still Useful Today?
Absolutely.
Even modern CNC shops often keep manual knee mills around because they remain incredibly practical.
A Bridgeport is especially useful for:
- emergency repair work
- modifying existing parts
- quick hole patterns
- fixture adjustments
- secondary operations
- prototype changes
- toolmaking
From real workshop experience, one of the biggest advantages is speed of setup for simple jobs.
For example:
drilling four accurately positioned holes in a repair bracket may take only a few minutes on a manual mill.
Programming a CNC for that same task could actually take longer overall.
Common Problems Beginners Run Into
Backlash
Older Bridgeports often develop backlash in the leadscrews.
This creates extra handwheel movement before table motion actually begins.
Excessive backlash can affect:
- precision positioning
- climb milling safety
- hole location accuracy
One common mistake machinists make is forgetting to approach dimensions consistently from the same direction.
Chatter
Chatter is one of the most common problems on manual mills.
It usually comes from:
- excessive tool stickout
- dull cutters
- loose gibs
- poor workholding
- aggressive feed rates
- extended quill position
You’ll usually notice chatter first as a loud vibration noise or repeating surface marks on the workpiece.
Worn Ways
Older machines sometimes develop worn dovetail ways.
Symptoms include:
- uneven table movement
- poor finish quality
- inconsistent accuracy
- loose axis motion
This is especially common on heavily used school or production machines.
Spindle Bearing Noise
A healthy spindle should run relatively smooth and quiet.
Grinding noises, heat buildup, or vibration may indicate worn spindle bearings.
Ignoring this problem can eventually damage tooling finish quality and accuracy.
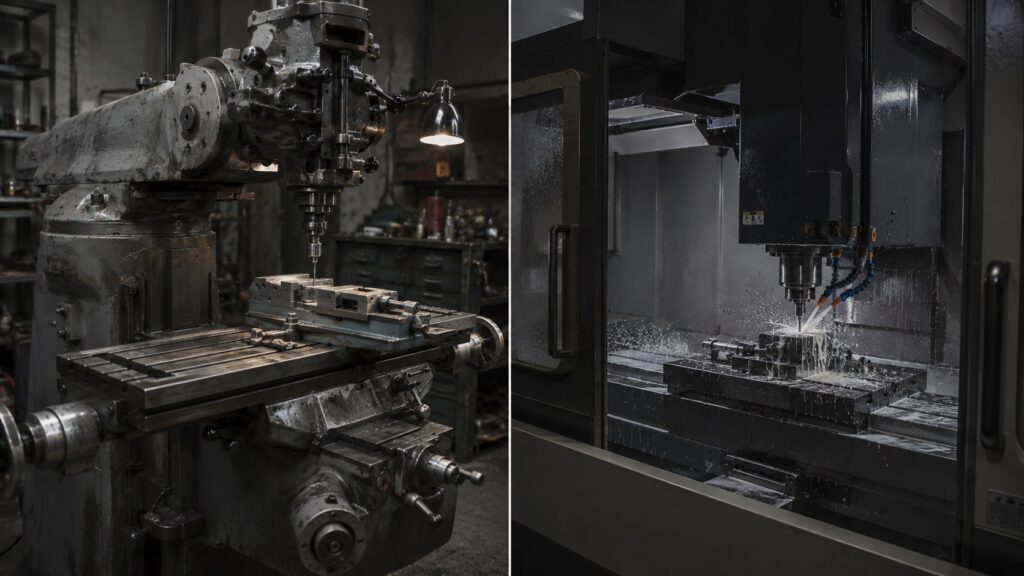
Bridgeport vs CNC Mills
| Feature | Bridgeport Manual Mill | CNC Machining Center |
|---|---|---|
| Operation | Manual hand control | Computer controlled |
| Setup Speed | Fast for simple jobs | Better for production |
| Production Volume | Low | High |
| Precision Repeatability | Operator dependent | Extremely high |
| Learning Value | Excellent | More programming-focused |
| Flexibility | Very high | High |
| Cost | Lower | Much higher |
Manual mills teach machining fundamentals exceptionally well.
Many beginners eventually transition from manual mills into CNC machining environments, but learning manual machine fundamentals first often builds stronger machining instincts.
Many experienced machinists still recommend learning on manual equipment first because it develops:
- cutter feel
- feed awareness
- workholding judgment
- tool behavior understanding
- material response recognition
Those skills transfer directly into CNC machining later.
What Tooling Is Commonly Used on a Bridgeport?
Common tooling includes:
- R8 collets
- end mills
- fly cutters
- edge finders
- drill chucks
- boring heads
- slitting saws
- rotary tables
- machinist vises

One practical reality many beginners discover quickly:
Tooling often costs as much as the machine itself.
A cheap mill with poor tooling usually performs worse than a quality machine with properly selected cutters and holders.
Is a Bridgeport Good for Beginners?
For serious learners, yes.
A manual Bridgeport is also one of the best machines for learning through beginner-friendly machining projects and simple fabrication practice parts.
A Bridgeport teaches:
- machine setup
- coordinate movement
- cutter behavior
- manual feeds
- measurement technique
- workholding strategy
However, beginners should understand that these are industrial machines.
They are:
- heavy
- powerful
- capable of serious injury
Proper safety habits matter enormously.
Safety Tips When Using a Bridgeport Mill
| Safety Issue | Why It Matters |
|---|---|
| Loose clothing | Can catch rotating tooling |
| Improper clamping | Parts can eject violently |
| Excessive spindle speed | Causes tool failure |
| Chips by hand | Sharp chips cut skin easily |
| Long tool stickout | Increases chatter and breakage |
| Extended quill under load | Reduces rigidity |
Many DIY users accidentally treat manual mills like drill presses.
That’s dangerous.
Side cutting forces during milling are dramatically higher than drilling forces.
Proper workholding is absolutely critical.
Professional Tips for Better Results
Keep Tool Stickout Short
Shorter setups improve rigidity dramatically.
This reduces:
- chatter
- tool deflection
- poor surface finish
Lock Unused Axes
Many machinists forget this.
Locking unused axes helps reduce vibration during cutting.
Use Conventional Milling on Older Machines
Older Bridgeports with backlash often behave more predictably with conventional milling instead of climb milling.
Tram the Head Regularly
A poorly trammed head creates:
- uneven cuts
- tapered surfaces
- poor finish quality
In real shops, head alignment checks are part of normal maintenance workflow.
Bridgeport Mill FAQ for Beginners
Can a Bridgeport mill cut steel?
Yes. A properly maintained Bridgeport can machine steel, aluminum, brass, plastics, and many other materials when using appropriate tooling and cutting parameters.
Why do machinists call every manual mill a Bridgeport?
The original Bridgeport design became so common that the brand name turned into a generic industry term for manual turret-style milling machines.
Is a Bridgeport mill accurate?
Yes. Even older machines can hold excellent tolerances when properly maintained and operated by a skilled machinist.
What size tooling does a Bridgeport use?
Most modern Bridgeport-style mills use R8 spindle tooling, although older variants may use different taper systems.
Can beginners learn machining on a Bridgeport?
Absolutely. Many machinists learned manual machining fundamentals on Bridgeport mills before transitioning into CNC equipment.
Are old Bridgeport mills worth buying?
Often yes, but machine condition matters enormously. Worn ways, backlash, damaged spindle bearings, and abused tooling can turn a cheap machine into an expensive repair project.
Final Thoughts: Why the Bridgeport Still Matters
The Bridgeport mill became legendary because it balanced versatility, precision, simplicity, and durability better than almost anything else available at the time.
For many professional machinists, learning on a manual Bridgeport was the first step toward becoming a CNC machinist or programmer later in their career.
Even today, decades after CNC machining transformed manufacturing, these machines still earn their place in real fabrication shops.
Not because they are modern.
But because they remain practical.
For repair work, prototypes, tooling fabrication, and learning true machining fundamentals, a properly maintained Bridgeport is still one of the most useful manual machines ever built.