
What Happens to Steel During Flame Cutting?
A heat affected zone (HAZ) in flame cutting is the section of metal next to the cut edge where the material’s microstructure changes because of high heat and rapid cooling. In carbon steels, this often creates harder and more brittle edges that can cause machining problems, cracking, distortion, or reduced weld quality if the affected material is not removed or stress-relieved.
Flame cutting can look clean from a distance. Then the part hits the mill.
Suddenly the cutter starts chirping. Blue chips come off the insert. The machine load spikes near the edge. Sometimes the first few thousandths feel like cutting glass instead of steel.
That’s the heat affected zone.
In real fabrication shops, this becomes obvious fast on thicker plate and medium-carbon steels like AISI 1045 or 4140. You’ll usually notice one of three things first:
- hard machining near the edge
- warped parts after cooling
- cracking during welding or bending
The frustrating part is that the cut itself may look perfectly fine. The problem is underneath the surface.
What Is the Heat Affected Zone in Flame Cutting?
The heat affected zone is the area beside a flame-cut edge where the steel’s internal structure changes due to heat exposure.

Unlike the molten cut itself, the HAZ does not fully melt. Instead, it gets hot enough to alter the steel’s microstructure and mechanical properties.
In oxy-fuel cutting, the edge temperature can exceed:
- 1,500°C (2,732°F) near the cut front
- with surrounding material heated several hundred degrees beyond its original tempering range
When the surrounding steel cools rapidly, especially in carbon steels, the structure can partially transform into harder phases like martensite.
That’s where many shop problems start.
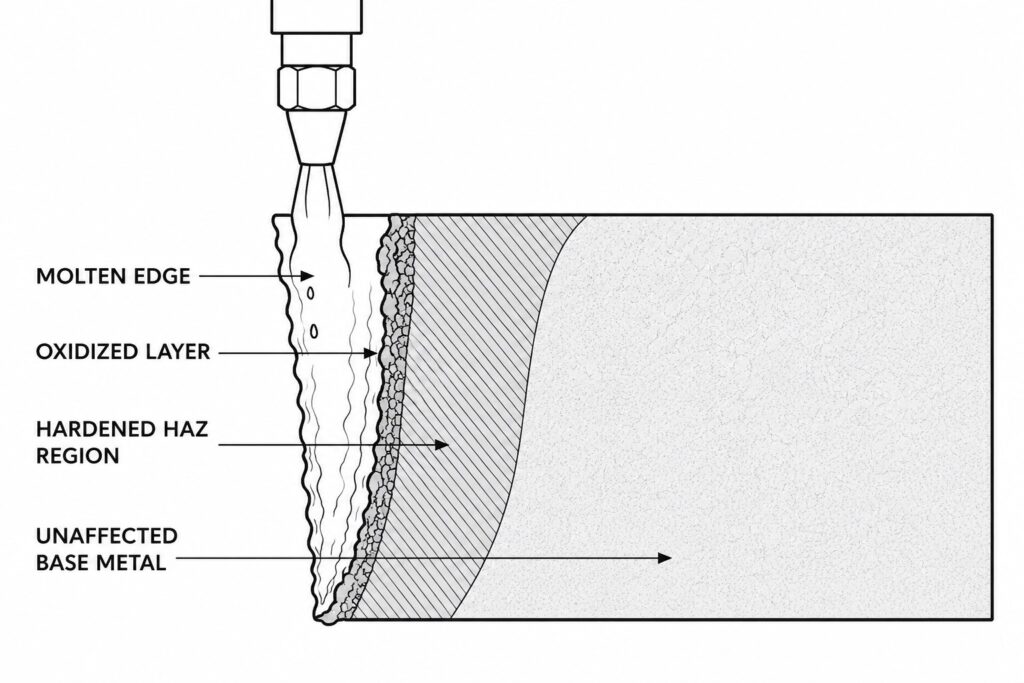
HAZ vs Melted Edge
A lot of beginners confuse these two areas:
| Region | What Happens |
|---|---|
| Molten edge | Steel physically melts and oxidizes away |
| Heat affected zone | Steel stays solid but metallurgy changes |
The HAZ is usually invisible internally, but surface clues often appear:
- blue or dark straw discoloration
- flaky black oxide scale
- hardened shiny edge after grinding
- spark changes during machining
What Happens to Steel During Oxy-Fuel Cutting?
Flame cutting is basically a controlled oxidation process.
The torch preheats the steel until oxygen rapidly oxidizes and ejects molten material from the cut kerf. While this is happening, surrounding steel absorbs heat and experiences thermal cycling.
Several metallurgical changes can occur at once. The visible blue discoloration near the edge happens for the same reason steel changes color during heating cycles, oxidation, and tempering reactions. You can see a deeper breakdown of those thermal color changes in our article about why steel turns blue when heated.
Grain Growth
As steel overheats, grain structure expands.
Coarse grain structure reduces toughness and makes the edge more prone to cracking under impact or cyclic loading.
You’ll especially see this on:
- thick plate
- slow manual cuts
- oversized torch tips
- repeated reheating passes
A badly overheated edge often has a rough sugary appearance instead of a tight smooth cut face.
Martensite Formation
This is one of the biggest machining killers.
When medium or high-carbon steel cools rapidly after cutting, the outer edge can transform into martensite — an extremely hard and brittle structure.
Common examples:
- AISI 1045
- 4140
- 4340
- abrasion-resistant plate
The result:
- chipped inserts
- drill wandering
- edge cracking
- brittle bend zones
You can sometimes hear it during machining. The cutter tone changes sharply when it hits the hardened skin.
Decarburization
Some carbon burns away near the edge during prolonged heating.
This creates inconsistent hardness across the cut section:
- soft decarburized outer layer
- harder transformed layer underneath
That inconsistency can make welding and machining unpredictable.
Residual Stress
Uneven heating and cooling leave internal stress trapped inside the plate.
Large flame-cut parts may:
- bow upward after cooling
- twist during machining
- move after stress relief
- distort during welding
This gets worse when:
- cuts are not sequenced properly
- one side heats much faster
- thick sections cool unevenly
Pro Tip: If a large flame-cut plate suddenly moves after the final cut breaks free, residual stress was already loaded into the material before the torch finished the cut.
How Large Is the Heat Affected Zone?
There’s no universal number because HAZ size depends heavily on:

- plate thickness
- torch speed
- oxygen pressure
- fuel gas type
- material chemistry
- heat input
Typical HAZ depths in carbon steel:
| Material Thickness | Typical HAZ Depth |
|---|---|
| Thin sheet | 0.5–1 mm |
| 1/4″ plate | 1–2 mm |
| 1″ plate | 2–5 mm |
| Thick slow-cut plate | 5 mm+ |
Manual torch cutting usually creates a larger HAZ than CNC flame cutting because:
- travel speed varies
- torch height fluctuates
- heat concentrates inconsistently
A stable CNC torch table dramatically reduces excess heat soak.
Why Slower Cutting Often Makes Things Worse
Many DIY users instinctively slow down when the cut struggles.
That usually increases the HAZ.
The longer heat sits in one area:
- the deeper thermal penetration becomes
- the larger the grain growth zone becomes
- the harder the edge may get
A properly sized torch tip running at the correct oxygen pressure often creates a smaller HAZ because the cut finishes faster.
You want focused heat. Not lingering heat.
Flame Cutting vs Plasma vs Laser vs Waterjet

| Process | Typical HAZ | Edge Hardness | Distortion Risk | Edge Quality |
|---|---|---|---|---|
| Oxy-fuel | High | High on carbon steel | High | Rougher |
| Plasma | Moderate | Moderate | Medium | Better |
| Laser | Small | Low to moderate | Low | Excellent |
| Waterjet | None | None | Very low | Excellent |
Waterjet cutting remains the best option when:
- no metallurgical change is allowed
- tight tolerance matters
- hardened edges would ruin machining
That’s why aerospace and precision tooling shops often avoid flame cutting entirely for finish-critical parts.
Different cutting methods create very different heat affected zones, edge hardness profiles, and distortion behavior. Oxy-fuel cutting produces one of the largest HAZ regions, while waterjet creates virtually none. For a more detailed shop-level comparison between thermal cutting systems, see our guide on flame cutting vs plasma cutting.
Common Problems Caused by Heat Affected Zones
Hard Machining Zones
This is the most common shop complaint.
The outer skin becomes significantly harder than the parent material.
Symptoms:
- insert chipping
- drill squealing
- inconsistent feed pressure
- tool deflection near edges
Blue chips during milling are often a warning sign that the edge hardness is higher than expected.
Edge Cracking
The HAZ becomes a natural stress concentration area.
Cracks often start:
- near sharp corners
- at internal cutouts
- beside weld starts/stops
- during bending operations
High-carbon steels are especially vulnerable.
Distortion and Warping
Large fabricated plates can move dramatically after cutting.
You’ll often see:
- potato-chipping
- corner lifting
- twist across long sections
This gets worse when:
- cuts are sequenced poorly
- internal stress already exists in the plate
- cooling happens unevenly
Reduced Corrosion Resistance
Flame-cut stainless steel edges often corrode quickly if left untreated. The heat disrupts the chromium oxide protection layer and leaves behind oxidation scale that traps moisture easily. Similar surface damage can also happen during aggressive chemical finishing processes like salt water etching stainless steel.
The heat disrupts the chromium oxide protection layer and introduces oxidation scale.
Raw flame-cut stainless edges almost always need:
- grinding
- passivation
- machining
- or edge cleanup
How to Tell if a Flame-Cut Edge Is Too Hot
Experienced fabricators can often diagnose overheating visually before touching a machine tool.
Warning Signs
| Symptom | Likely Cause |
|---|---|
| Thick blue-black scale | Excessive heat soak |
| Rounded top edge | Torch too slow |
| Heavy drag lines | Incorrect speed or oxygen flow |
| Glass-hard machining feel | Martensite formation |
| Wide discoloration band | Excessive HAZ width |
One common observation in shops:
If the edge throws unusually bright sparks during grinding compared to the parent material, hardness probably increased significantly near the cut.
How Fabrication Shops Reduce HAZ
Increase Travel Speed
The less time heat remains concentrated, the smaller the affected zone becomes.
But don’t outrun the cut.
Poor oxygen reaction creates heavy slag and incomplete penetration.
Use the Correct Torch Tip
An oversized tip floods the plate with unnecessary heat.
Too small:
- unstable cut
- slow travel
- excess heating
Too large:
- massive thermal input
- wider HAZ
- heavy scaling
Maintain Proper Torch Height
Dragging too close overheats the top edge.
Too far away:
- flame spreads
- efficiency drops
- oxygen stream loses focus
CNC height control systems help enormously here.
Sequence Cuts Properly
On large parts:
- alternate sides
- avoid concentrating heat in one area
- cut internal profiles before outer contours
Otherwise the plate may move violently as stress releases.
Removing the Heat Affected Zone
Sometimes the HAZ is harmless.
Sometimes it absolutely has to go.
When Removal Is Usually Necessary
- precision machining
- fatigue-loaded parts
- structural weld zones
- hardened steel components
- tight tolerance assemblies
Machining the HAZ Away
This is usually the cleanest approach.
Typical stock allowance:
- thin plate: ~1/16″–3/16″
- thick plate: 1/4″–1/2″ or more
Shops handling flame-cut 4140 often leave generous machining stock specifically because the hardened edge destroys tooling otherwise.
Grinding
Grinding works, but overheating can happen again if done aggressively.
Watch for:
- blue discoloration
- burning oil smell
- smeared abrasive marks
If the metal turns dark blue during grinding, you’re reintroducing thermal damage.
Heat Treatment
Normalization or annealing can reduce hardness and residual stress. This becomes especially important on medium-carbon steels that develop brittle flame-cut edges after rapid cooling. If you are unfamiliar with proper thermal recovery methods, our article on how to anneal steel properly without ruining the metal explains the process in detail.
Typical workflow:
- flame cut
- normalize
- rough machine
- stress relieve if necessary
- finish machine
For heavily stressed fabricated components, this can dramatically improve stability.
Tnormalize≈870∘C to 925∘C
Machining Flame-Cut Steel Without Destroying Cutters
This is where a lot of expensive mistakes happen.
Use Strong Carbide Geometry
Light finishing inserts usually fail quickly on hardened flame-cut skin. Tough carbide grades, rigid setups, and stable chip evacuation become critical once edge hardness increases. Many of the same cutter load and heat management principles also apply in aggressive machining strategies like trochoidal and peel milling, where thermal control directly affects tool life.
Prefer:
- tougher carbide grades
- negative rake geometry
- indexable tooling
- rigid setups
Conventional Milling Often Works Better
Climb milling slams directly into the hardened outer edge first.
Conventional milling approaches the hard zone more gradually.
That reduces:
- insert shock loading
- edge chipping
- cutter bounce
Watch the Chips
Chip color tells a story.
| Chip Color | Meaning |
|---|---|
| Silver | Normal cutting |
| Straw | Elevated heat |
| Blue | Excessive heat load |
| Dark blue/purple | Very high edge temperature |
Long screaming cuts with dark blue chips usually mean the flame-cut skin is harder than expected.
Reduce Depth of Cut Initially
The first pass is usually the roughest on tooling.
Many machinists take a shallow sacrificial cleanup pass first just to remove the hardened outer layer.
After that, cutting stabilizes dramatically.
Common DIY Mistakes
Cutting Too Slowly
This creates:
- huge HAZ width
- excessive scaling
- severe warping
Reheating the Same Area Repeatedly
Touch-up passes compound thermal damage fast.
The steel keeps accumulating stress and microstructural changes.
Using Flame Cutting on Thin Precision Parts
Thin material distorts easily.
For precision sheet work, plasma or laser usually performs far better.
Ignoring Edge Cleanup Before Welding
Welding directly over heavily oxidized flame-cut edges often causes porosity, cracking, and poor fusion near the weld toe. Cleaning the edge first is one of the easiest ways to improve weld reliability, especially on thicker carbon steel sections. Shops dealing with difficult repairs often follow similar prep methods discussed in our guide on how to weld cast iron.
- porosity
- lack of fusion
- cracking
Clean the edge first.
Always.
Professional Workshop Tips
Pro Tip: If you plan to machine a flame-cut edge later, leave more stock than you think you need. Hardness depth is rarely perfectly uniform.
Pro Tip: A clean narrow spark stream during cutting usually means oxygen flow is correct. Wide chaotic sparks often indicate excessive heat input or poor torch settings.
Pro Tip: Flame-cut AR plate and 4140 can destroy HSS tooling almost instantly near the edge. Go straight to carbide.
Pro Tip: If a large plate moves after rough machining, residual stress from flame cutting was probably trapped inside the material before machining started.
Common Questions About Flame Cutting HAZ
Can you completely remove a heat affected zone?
Yes. Machining or grinding away enough material can completely remove the HAZ. The required depth depends on steel type, thickness, and cutting conditions.
Why does flame-cut steel become hard?
Rapid cooling after intense localized heating can transform carbon steel into harder microstructures like martensite near the cut edge.
Is plasma cutting better than flame cutting for reducing HAZ?
Usually yes. Plasma cutting produces a smaller heat affected zone and less distortion than oxy-fuel cutting, especially on thinner materials.
Can you weld over a flame-cut edge?
Yes, but heavily oxidized or hardened edges should usually be cleaned or ground first to reduce weld defects and cracking risk.
What happens if you machine directly on a flame-cut edge?
Tool wear increases dramatically. Hardened surface layers can chip inserts, overheat cutters, and create unstable cutting conditions.
Does aluminum get a heat affected zone from flame cutting?
Aluminum cannot be cut effectively with standard oxy-fuel methods like steel, but thermal cutting processes can still create softened heat affected areas that reduce temper strength.
Practical Takeaways From the Shop Floor
Flame cutting is fast, cheap, and extremely useful for heavy fabrication. It also dumps a huge amount of heat into steel.
Sometimes that doesn’t matter at all.
Other times it ruins machining accuracy, creates brittle edges, or introduces stress that shows up later during welding or assembly.
Good fabrication shops don’t just look at the cut edge itself. They pay attention to what happened underneath the surface:
- hardness changes
- residual stress
- distortion
- grain structure
- machining behavior
That’s the difference between a part that merely looks finished and one that actually performs correctly in service.