
Why Does Steel Crack After Quenching? (Short Answer)
Steel cracks after quenching because rapid cooling creates extreme internal stresses while the steel transforms from austenite into martensite. If those stresses exceed the material’s strength, cracks can form immediately or even hours later. Common causes include overly aggressive quenching, overheating, delayed tempering, poor part design, and existing material defects.
Why Steel Cracks After Quenching
Few heat treatment failures are as frustrating as pulling a part from the quench tank only to discover a crack running through a corner, keyway, or hole.
The part may have machined perfectly. It may have looked completely normal before heat treatment. Then a single quench cycle turns an expensive component into scrap.
The reason is simple in theory but complex in practice: quenching creates internal stress faster than the steel can safely absorb it.
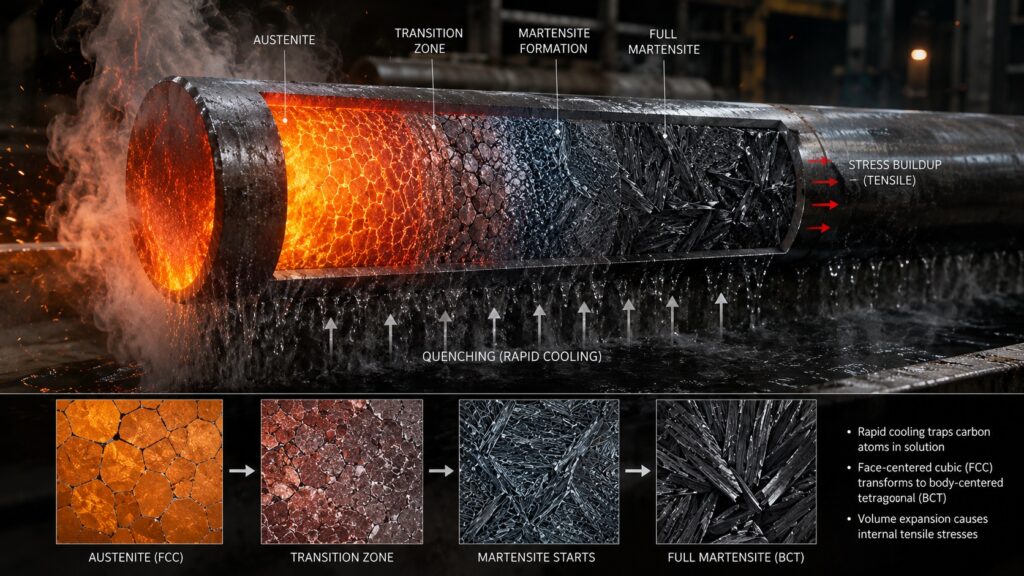
During heat treatment, steel is heated into the austenitic range and then cooled rapidly. As cooling progresses, the microstructure transforms into martensite. Martensite is extremely hard, but it also expands slightly during formation.
That expansion becomes a problem because it does not happen uniformly throughout the part.
Some areas transform first.
Some transform later.
Some cool faster.
Some cool slower.
The result is a constant internal battle between different regions of the same component.
Once the stress exceeds the steel’s ability to resist cracking, failure begins.
What Happens Inside Steel During Quenching?
Many people imagine quenching as simply cooling hot steel.
In reality, several things happen simultaneously:
- Temperature drops rapidly
- Thermal contraction begins
- Austenite transforms into martensite
- Volume expansion occurs
- Residual stresses accumulate
A useful way to visualize it is to imagine the outer surface trying to shrink while the interior is still hot and expanded.
Then the core begins transforming and expanding while the surface has already hardened.
These competing forces create enormous stress concentrations.
One common misconception is that harder steel automatically means better steel.
In practice, pushing hardness too far often reduces the safety margin against cracking.
Hardness is often treated as the primary indicator of successful heat treatment, but hardness alone rarely tells the whole story. In many situations, checking hardness alongside toughness and microstructural stability provides a much clearer picture of part quality. If you’re unsure how hardness is evaluated after heat treatment, our guide on how to check the hardness of metal explains the most common testing methods.
7 Common Causes of Quench Cracking
1. Overheating During Austenitizing
Excessive temperature or long soak times can cause grain growth.
Larger grains generally increase hardenability but reduce toughness.
In many heat treatment shops, overheating is one of the first things investigators check after a quench cracking incident.
Coarse-grained steel tends to crack more easily than fine-grained steel. Similar observations are highlighted in the competitor material.
Overheating does not only increase cracking risk. It can also alter the final microstructure and reduce the benefits normally gained from a properly controlled heat treatment cycle. Similar concerns are discussed in our article on how to anneal steel properly, where temperature control plays a critical role in final material performance.
2. Using an Overly Aggressive Quench Medium
Water and brine remove heat extremely quickly.
That sounds beneficial until thermal shock becomes excessive.
Many oil-hardening steels are designed specifically for oil quenching.
Switching to water in pursuit of extra hardness often increases cracking risk dramatically.
A common workshop mistake is assuming faster cooling always improves results.
It usually improves hardness before it improves reliability.
3. Sharp Corners and Stress Risers
Cracks rarely start in smooth, rounded areas.
They usually start at:
- Keyways
- Sharp corners
- Holes
- Thread roots
- Grooves
- Abrupt section changes
These areas naturally concentrate stress.
Even a small radius can significantly reduce crack initiation risk.
4. Uneven Cooling Rates
Uniform cooling is critical.
Parts stacked tightly together can cool differently depending on their position.
Large components with thick and thin sections often experience severe temperature gradients.
One section may already be transforming while another remains substantially hotter.
That mismatch creates localized stress peaks.
5. Delayed Tempering
One of the most misunderstood causes of quench cracking is delayed tempering.
Many assume that if a part survives the quench, it is safe.
That is not always true.
High residual stresses remain trapped inside the steel after quenching.
A component can appear perfectly normal and then crack hours later while sitting on a bench.
Experienced heat treaters have seen parts crack overnight despite surviving the quench tank.
6. Material Defects and Surface Imperfections
Surface and subsurface defects can become crack initiation sites.
Examples include:
- Seams
- Laps
- Inclusions
- Forging defects
- Surface damage
Quenching simply exposes weaknesses that were already present.
The crack may appear to be caused by heat treatment when the real root cause existed long before the furnace cycle began.
Heat treatment often reveals defects that were already present in the material. Similar behavior can be observed in thermally affected regions created during cutting operations, particularly where microstructural changes and residual stresses combine. Our guide to the heat affected zone in flame cutting explores this phenomenon in greater detail.
7. Incorrect Steel Selection
Some steels tolerate aggressive quenching better than others.
High-carbon and highly alloyed steels can develop very high hardness levels, but they also become increasingly sensitive to cracking.
Selecting steel without considering hardenability and geometry often creates avoidable problems.
Where Do Quench Cracks Usually Form First?

If you inspect failed components, cracks commonly originate near:
- Keyways
- Thread roots
- Internal corners
- Cross-drilled holes
- Spline roots
- Sharp shoulders
This is rarely coincidence.
These features combine geometric stress concentration with uneven cooling behavior.
From practical heat treatment experience, the first visible crack is often not the actual starting point.
Microscopic cracking may have begun much earlier before finally growing large enough to see.
How to Recognize Quench Cracking Before Failure Occurs
Steel often provides clues before catastrophic failure.
Watch for:
Excessive Distortion
Parts that warp significantly during quenching are often experiencing high internal stress.
Unusual Hardness Variation
Large hardness differences across the same component can indicate uneven transformation.
Audible Pinging Sounds
Some heat treaters report hearing faint “ping” noises shortly after quenching.
These sounds can be tiny crack propagation events.
Surface Checking
Very small surface cracks may appear before larger failures develop.
Ignoring them often leads to expensive scrap later.

A Counterintuitive Observation
Many machinists believe the safest approach is achieving maximum hardness.
In reality, maximum hardness and maximum reliability are not always the same thing.
Reducing hardness slightly through process optimization often produces a component that lasts longer in service.
That trade-off becomes especially important in highly stressed shafts, gears, and tooling.
How to Prevent Steel From Cracking During Quenching
Control Austenitizing Temperature
Avoid unnecessary overheating.
Follow recommended temperature ranges and soak times.
Choose the Correct Quench Medium
Match the quenchant to:
- Steel grade
- Section thickness
- Desired hardness
- Part geometry
Add Proper Radii
Small design changes often prevent major failures.
Rounded transitions distribute stress more effectively than sharp corners.
Stress Relieve After Rough Machining
Residual machining stresses can combine with quench stresses.
Stress relieving before hardening frequently improves stability.
Temper Immediately
For highly hardenable steels, tempering should occur as soon as practical after quenching.
Improve Part Orientation
How a part enters the quench tank matters.
Different orientations create different cooling patterns.
Experienced heat treaters often adjust orientation before changing the entire process.
Quenching Medium Comparison

| Quench Medium | Cooling Severity | Cracking Risk | Typical Use |
|---|---|---|---|
| Brine | Very High | Very High | Specialized applications |
| Water | High | High | Simple carbon steels |
| Polymer | Moderate | Moderate | Controlled industrial use |
| Oil | Moderate | Lower | Alloy and tool steels |
| Gas Quench | Low | Lowest | Vacuum heat treatment |
Why Some Parts Crack Hours Later
This is one of the most surprising heat treatment failures.
The steel survives quenching.
Inspection looks good.
Hardness checks pass.
Then a crack appears hours later.
The cause is usually residual stress.
The stresses created during martensitic transformation remain trapped inside the component.
Without prompt tempering, those stresses can eventually exceed the local fracture toughness and initiate cracking.
This delayed failure mechanism is one reason professional heat treatment operations prioritize rapid post-quench tempering.
Common Questions About Quench Cracking
Can steel crack during oil quenching?
Yes. Oil quenching is generally less severe than water quenching, but improper heating, poor geometry, or delayed tempering can still cause cracking.
Does harder steel crack more easily?
Generally yes. Increasing hardness often reduces toughness and increases susceptibility to brittle fracture.
Can quench cracks be repaired?
Sometimes, but many critical components must be scrapped because crack repair may compromise performance and reliability.
What steel is most prone to quench cracking?
High-carbon steels and highly hardenable alloy steels tend to be more susceptible if process controls are poor.
Is warping related to quench cracking?
Yes. Both distortion and cracking are symptoms of uneven stress development during heat treatment.
Key Takeaways for Preventing Quench Cracks
Steel rarely cracks after quenching because of a single mistake. Most failures result from several factors acting together: aggressive cooling, unfavorable geometry, residual stress, material defects, and delayed tempering.
Experienced heat treaters eventually learn an important lesson: preventing quench cracking is usually not about making steel harder. It is about managing stress.
The shops that consistently avoid quench cracking are the ones that focus on process control, uniform cooling, proper tempering, and realistic hardness targets rather than chasing the highest possible Rockwell number.
Heat treatment rarely exists in isolation. Welding, machining, forming, and finishing operations all influence the final performance of a component. Understanding how these processes interact can significantly reduce unexpected failures and improve long-term reliability. For example, many of the same stress-management principles also apply when evaluating whether welding weakens a material.