What Is G83 in CNC?
G83 is a CNC peck drilling cycle used for deep hole drilling where chip evacuation becomes critical.
Instead of drilling straight to full depth, the tool advances in steps and retracts after each pass to clear chips, reduce heat, and prevent tool breakage.
If you’re drilling deeper than 3–4× the tool diameter, using G83 is not optional — it’s the safest and most reliable method.
This guide explains how G83 works, how to program it, and how to choose the right parameters based on real machining conditions.
Quick Summary:
- G83 = deep hole drilling cycle
- Uses step drilling (pecking)
- Fully retracts after each peck
- Best for chip evacuation and tool safety
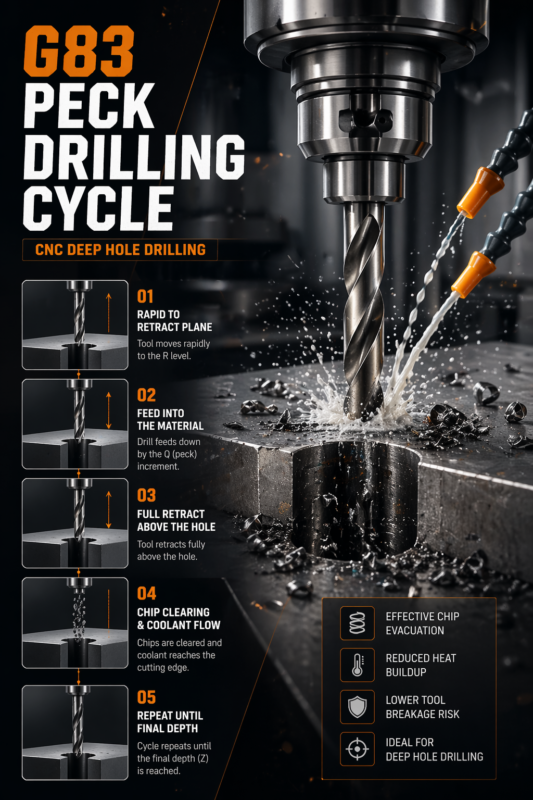
How the G83 Peck Drilling Cycle Works
The G83 cycle follows a repeating pattern:
- The tool rapidly moves to the retract plane (R level)
- It feeds into the material by a set increment (Q value)
- The tool retracts completely above the hole
- Chips are cleared and coolant reaches the cutting edge
- The cycle repeats until the final depth (Z) is reached
This full retract behavior is what makes G83 ideal for deep drilling applications.
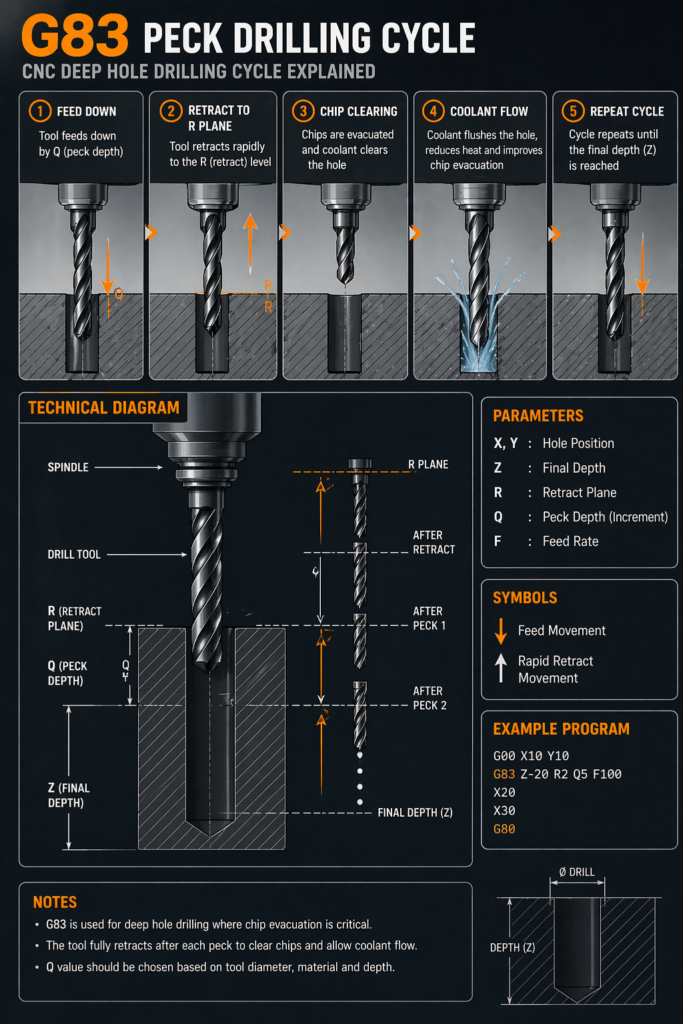
G83 Syntax and Parameters
G83 X... Y... Z... R... Q... F...
Parameter Breakdown:
- X, Y → Hole position
- Z → Final drilling depth
- R → Retract plane
- Q → Peck depth (increment per step)
- F → Feed rate
The Q value must always be a positive number and should be carefully selected based on material and depth.
Example G83 CNC Program
G00 X10 Y10
G83 Z-20 R2 Q5 F100
X20
X30
G80
What This Program Does:
- Drills holes at three positions
- Each hole is drilled to a depth of 20 mm
- Peck depth is 5 mm per step
- The tool retracts to 2 mm above the surface after each peck
- G80 cancels the drilling cycle
G83 vs G81 vs G73: Key Differences
Choosing the correct drilling cycle is critical.
| Cycle | Behavior | Best Use Case |
|---|---|---|
| G81 | Continuous drilling | Shallow holes |
| G73 | Short retract pecking | Medium depth |
| G83 | Full retract pecking | Deep holes |
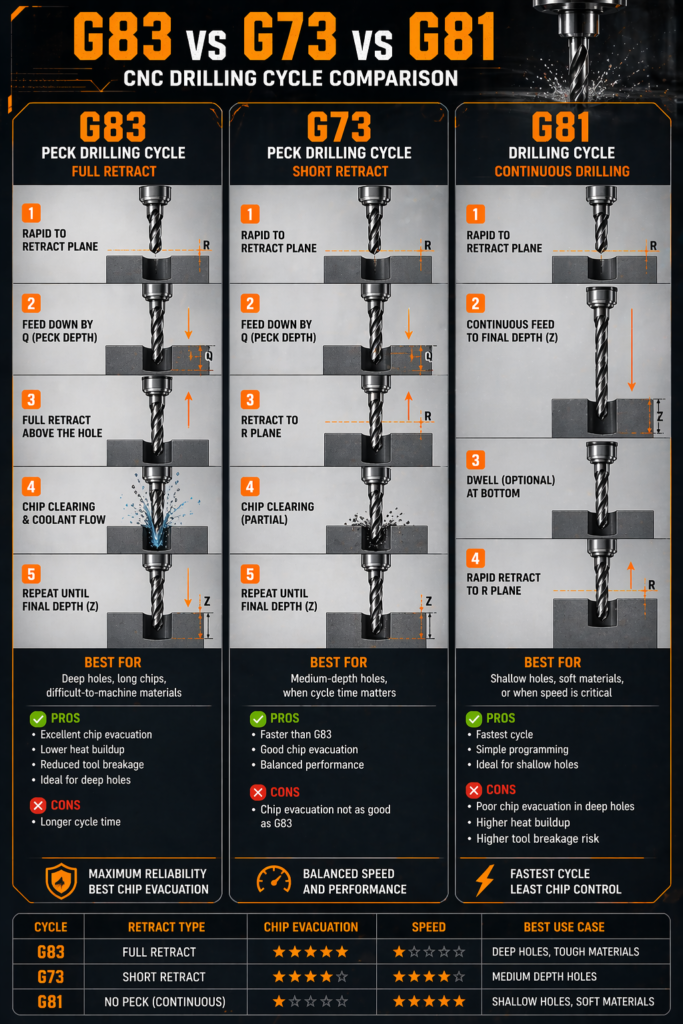
If speed matters, use G73.
If reliability matters, use G83.
Most shops choose G83 for deep holes because tool failure costs far more than a few extra seconds of cycle time.
Practical Difference:
- G81 is fastest but least safe for deep holes
- G73 is faster than G83 but less effective at chip evacuation
- G83 is slower but provides maximum reliability
If chip control is critical, G83 is the safest choice.
When Should You Use G83?
You should use G83 when:
- Hole depth exceeds 3–4× tool diameter
- Material produces long chips
- Heat buildup becomes an issue
- Tool breakage risk is high
In real machining environments, G83 is often the default choice for deep drilling operations.
Here’s how G83 performs in a real machining scenario:
Real-World Case Study: G83 Deep Hole Drilling (Stainless Steel)

A common problem in machining shops is drilling deep holes in stainless steel without proper chip evacuation.
In one setup, a 10 mm carbide drill was used to drill a 60 mm deep hole (6xD) in stainless steel using a standard drilling cycle. The result was poor chip evacuation, excessive heat buildup, and eventual tool failure after just a few holes.
After switching to a G83 peck drilling cycle with a reduced peck depth (Q = 2 mm), the results improved significantly.
The drill was able to clear chips effectively, reduce cutting temperature, and complete multiple holes without tool damage.
Although the cycle time increased slightly, tool life improved and overall process reliability increased.
This demonstrates why G83 is not just a programming option, but a critical strategy for deep hole drilling.
This is why G83 is preferred in real-world deep drilling applications where consistency matters more than speed.
Real-World Machining Insight
In practice, G83 is not just about removing chips — it is about protecting the tool and ensuring process stability.
When chips are not properly evacuated:
- They pack inside the hole
- Friction increases
- Heat builds rapidly
- Surface finish degrades
- The tool may fail unexpectedly
Experienced machinists adjust parameters dynamically based on material behavior, not just theoretical values.
How to Choose the Right Peck Depth (Q Value)
One of the most important decisions when using G83 is selecting the correct Q value.
What most beginners get wrong is focusing only on speed.
In reality, G83 is about control — not speed.
Reducing peck depth slightly can dramatically improve tool life, especially in materials like stainless steel where heat buildup becomes a major issue.
General Rule:
A safe starting point is:
👉 Q ≤ 0.5 × tool diameter
Example:
- 10 mm drill → max 5 mm peck
- Safer range → 2–4 mm
Material-Based Adjustment:
- Aluminum → smaller Q (chips stick)
- Stainless steel → smaller Q (heat buildup)
- Mild steel → moderate Q
- Cast iron → larger Q (chips break easily)
Reducing Q increases cycle time but significantly improves tool life and reliability.
Advanced G83 Programming (I, J, K Parameters)
Some CNC systems allow more advanced control:
G83 X Y Z I J K R F
- I → Initial peck depth
- J → Peck reduction value
- K → Minimum peck depth
This allows the peck depth to gradually decrease as the tool goes deeper, improving efficiency while maintaining chip control.
What Is G83.6?
G83.6 is not a universal standard G-code.
It is typically a machine-specific variation found in certain CNC control systems such as Siemens or specialized Fanuc configurations.
In many cases, G83.6 behaves similarly to G83 but may include:
- Optimized peck strategies
- Built-in cycle enhancements
- Controller-specific drilling logic
Because implementations vary, it is important to refer to the machine’s programming manual before using it.
Common Mistakes to Avoid
Using too large of a Q value
Leads to chip packing and tool failure
Ignoring coolant effectiveness
Reduces chip evacuation efficiency
Incorrect retract plane (R value)
Can waste time or cause crashes
Overestimating feed rate
Increases heat and reduces tool life
Frequently Asked Questions
What is G83 used for?
G83 is used for deep hole drilling where chip evacuation and heat control are critical.
What is the difference between G83 and G73?
G83 fully retracts the tool, while G73 only performs a short retract inside the hole.
What does Q mean in G83?
Q defines the depth of each peck increment during drilling.
Is G83 slower than G81?
Yes, but it is significantly safer for deep drilling applications.
When should you not use G83?
Avoid G83 for shallow holes where chip evacuation is not a problem. In those cases, G81 or G73 will be faster and more efficient.
Conclusion
The G83 peck drilling cycle is one of the most important tools in CNC machining when working with deep holes. While it may increase cycle time, it dramatically improves process reliability, tool life, and hole quality.
Understanding how to properly set parameters such as Q, R, and feed rate makes a significant difference in real machining environments.
If you are working with deep drilling operations, mastering G83 is not optional — it is essential.